QSI检验标准作业信息可追溯性操作规范DOCNO文件编号QSI-091REV版本APAGE页码1of41
目的:为使每一个产品在发生问题时能够追溯到具体的工位、作业员,以及灯具是否有过维修的记录,促进缺陷分析及问题责任追溯工作的顺利进行
范围:适用于生产制程中生产作业记录与维修品的维修标记
1生产作业记录:指生产某一个机种的灯具时对每一个作业工位的作业员信息的记录
2作业标记:对重要工序(对灯具性能有重要影响的工序)作业员信息在灯具上做标记,(如:LED焊接作业员、透镜安装作业员、灯板锁螺丝作业员、气密性检测作业员)
3维修标记:对进行过维修的产品在灯具上进行维修信息标记
职责生产部:负责对所生产的灯具的每一个作业工位的作业员信息记录在【生产工位作业员信息记录表】,并对重要工序作业员信息在灯具上进行作业标记,以及对维修灯具在灯具上进行维修信息标记
品保部:负责对所生产的灯具的每一个FQC测试工位进行测试信息标记
作业内容:5
1生产部各生产线每生产一批产品时须由生产组长填写【生产工位作业员信息记录表】,填写信息必须清楚明确
对于重要工序,作业员须在灯具上进行作业标记,当多个作业员进行相同工位作业的,须对作业员进行编号并将作业员的代号标记在灯具上(标记方法:用黑色或蓝色油性笔在指定位置做标记),并在【生产工位作业员信息记录表】的备注栏上记录相应作业员的代号
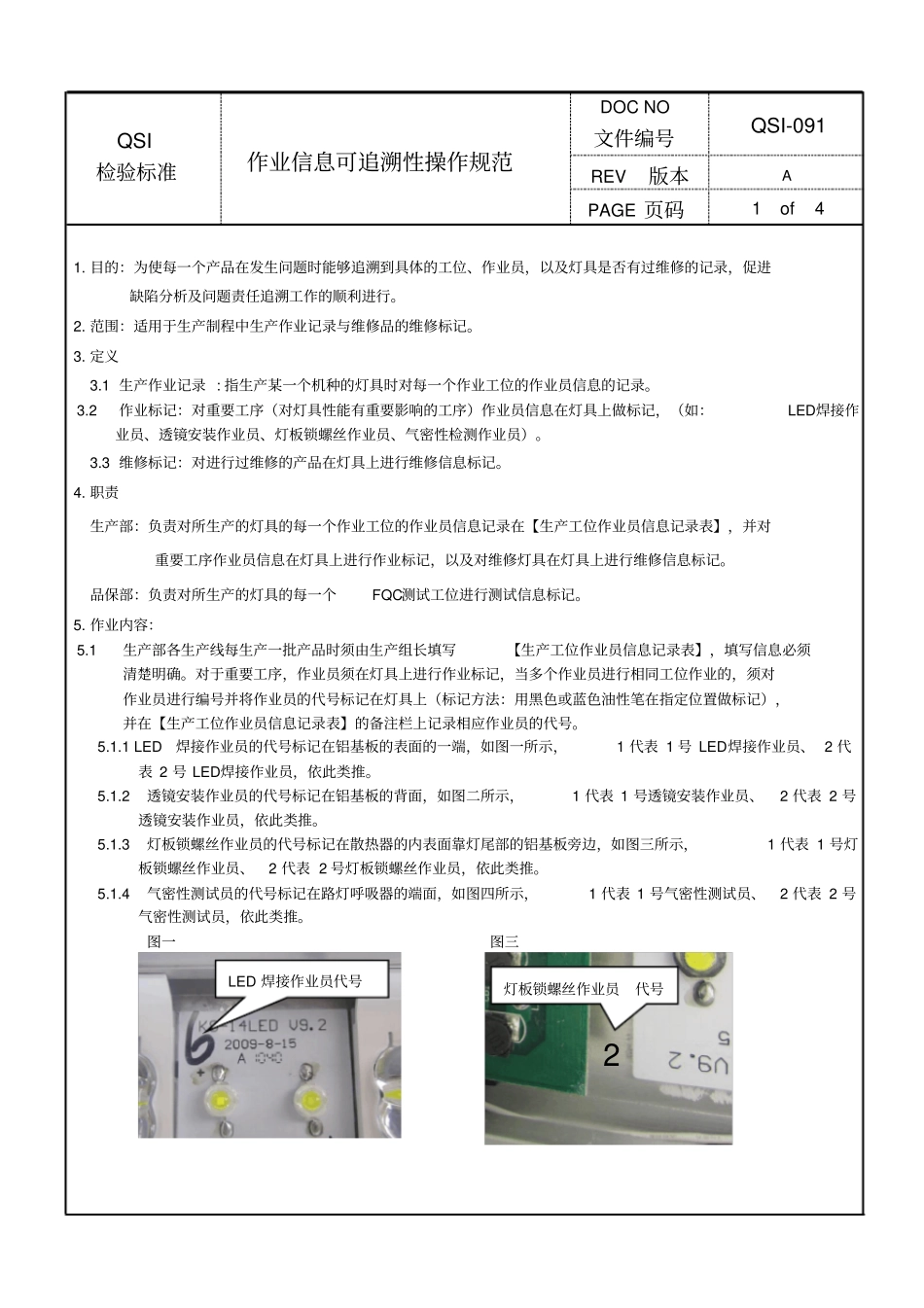
1LED焊接作业员的代号标记在铝基板的表面的一端,如图一所示,1代表1号LED焊接作业员、2代表2号LED焊接作业员,依此类推
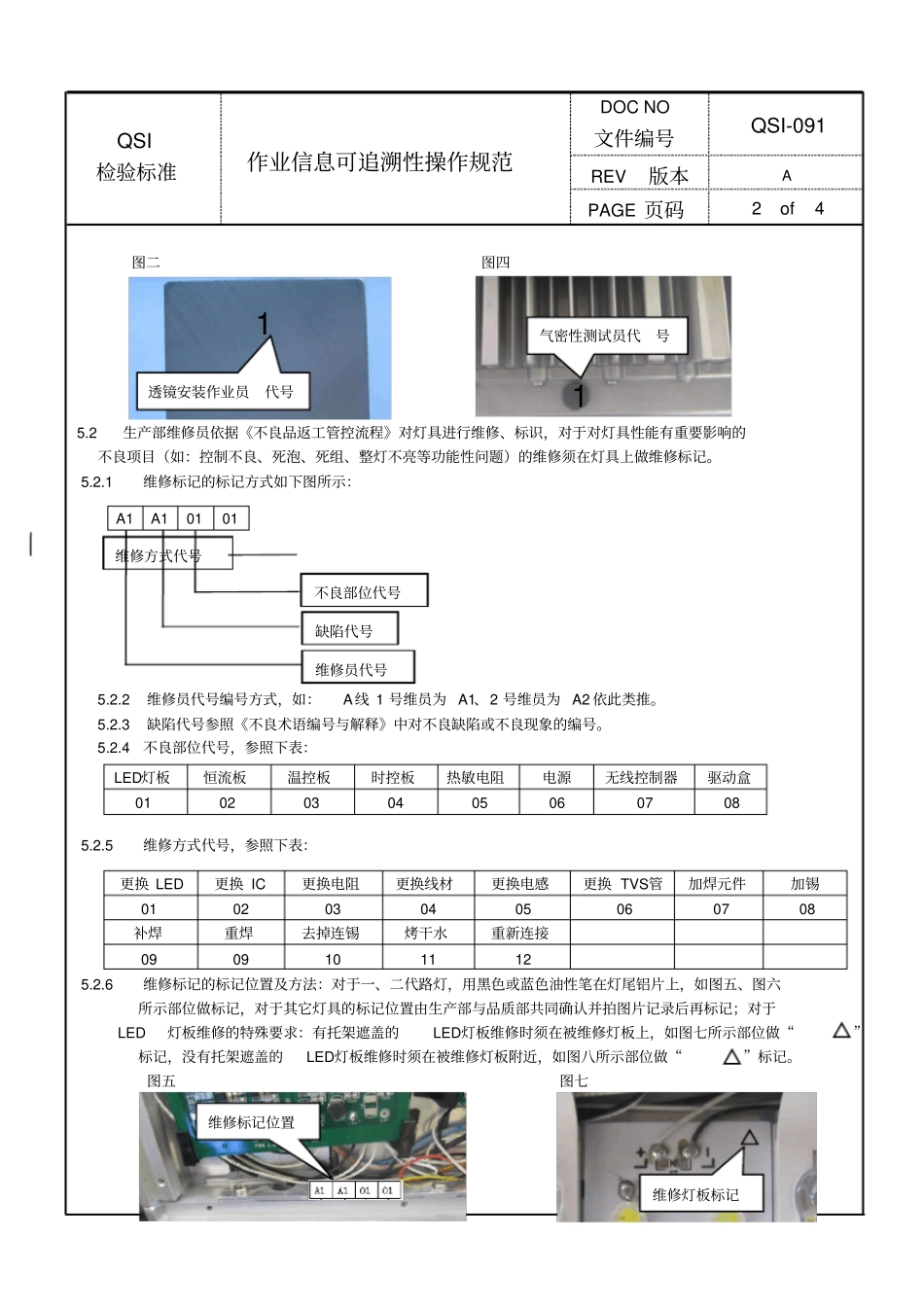
2透镜安装作业员的代号标记在铝基板的背面,如图二所示,1代表1号透镜安装作业员、2代表2号透镜安装作业员,依此类推
3灯板锁螺丝作业员的代号标记在散热器的内表面靠灯尾部的铝基板旁边,如图三所示,1代表1号灯板锁螺丝作业员、2代表2号灯板锁螺丝