修边模设计通用要素7
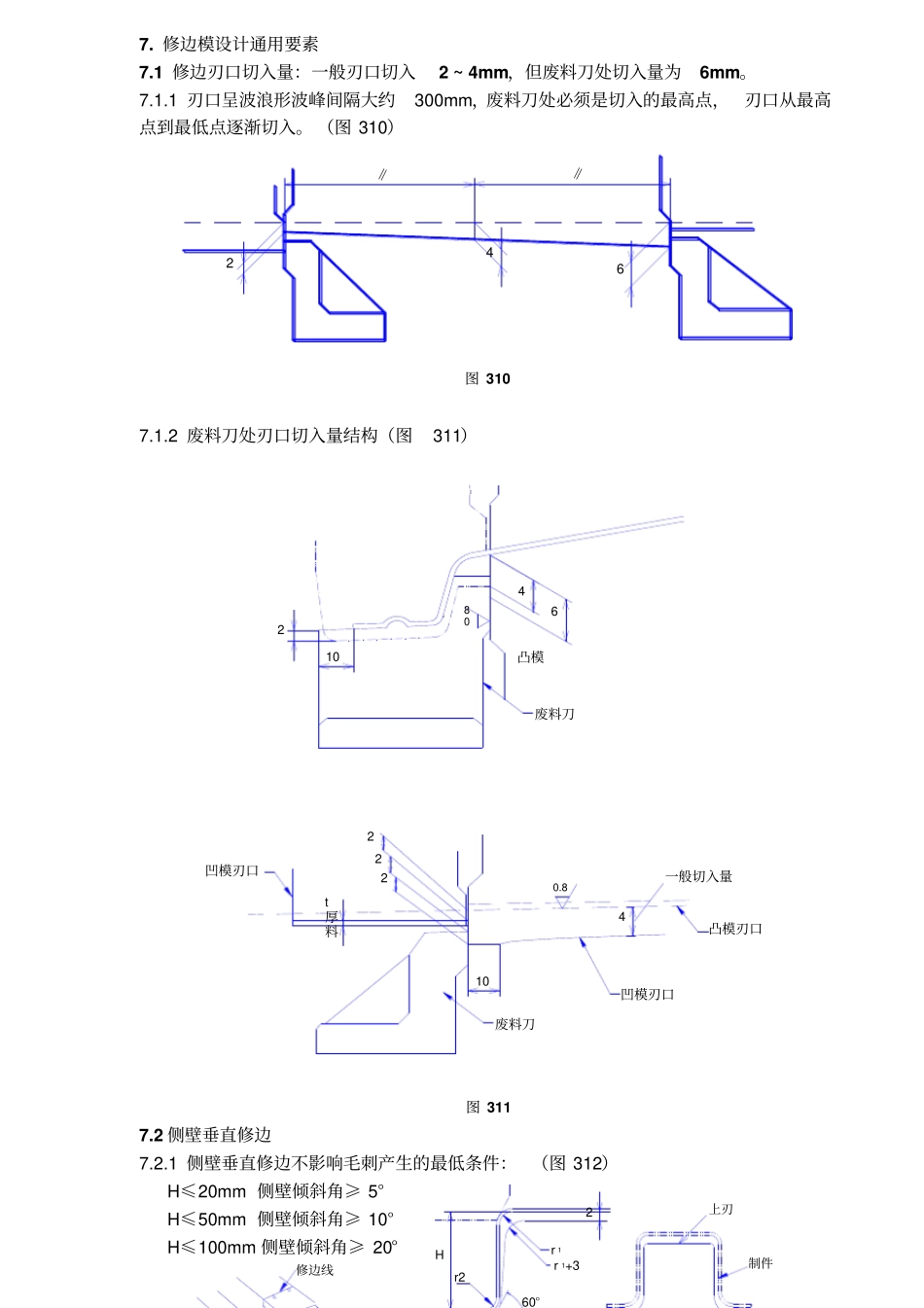
1修边刃口切入量:一般刃口切入2~4mm,但废料刀处切入量为6mm
1刃口呈波浪形波峰间隔大约300mm,废料刀处必须是切入的最高点,刃口从最高点到最低点逐渐切入
(图310)图3107
2废料刀处刃口切入量结构(图311)图3117
2侧壁垂直修边7
1侧壁垂直修边不影响毛刺产生的最低条件:(图312)H≤20mm侧壁倾斜角≥5°H≤50mm侧壁倾斜角≥10°H≤100mm侧壁倾斜角≥20°246∥∥2220
8料厚t凹模刃口一般切入量4凸模刃口凹模刃口废料刀10凸模废料刀10246上刃制件修边线60°Hr2r1+3r12图3127
2侧壁修边凹模刃口设置时特别注意:刃口最大切入量对压料板行程的影响
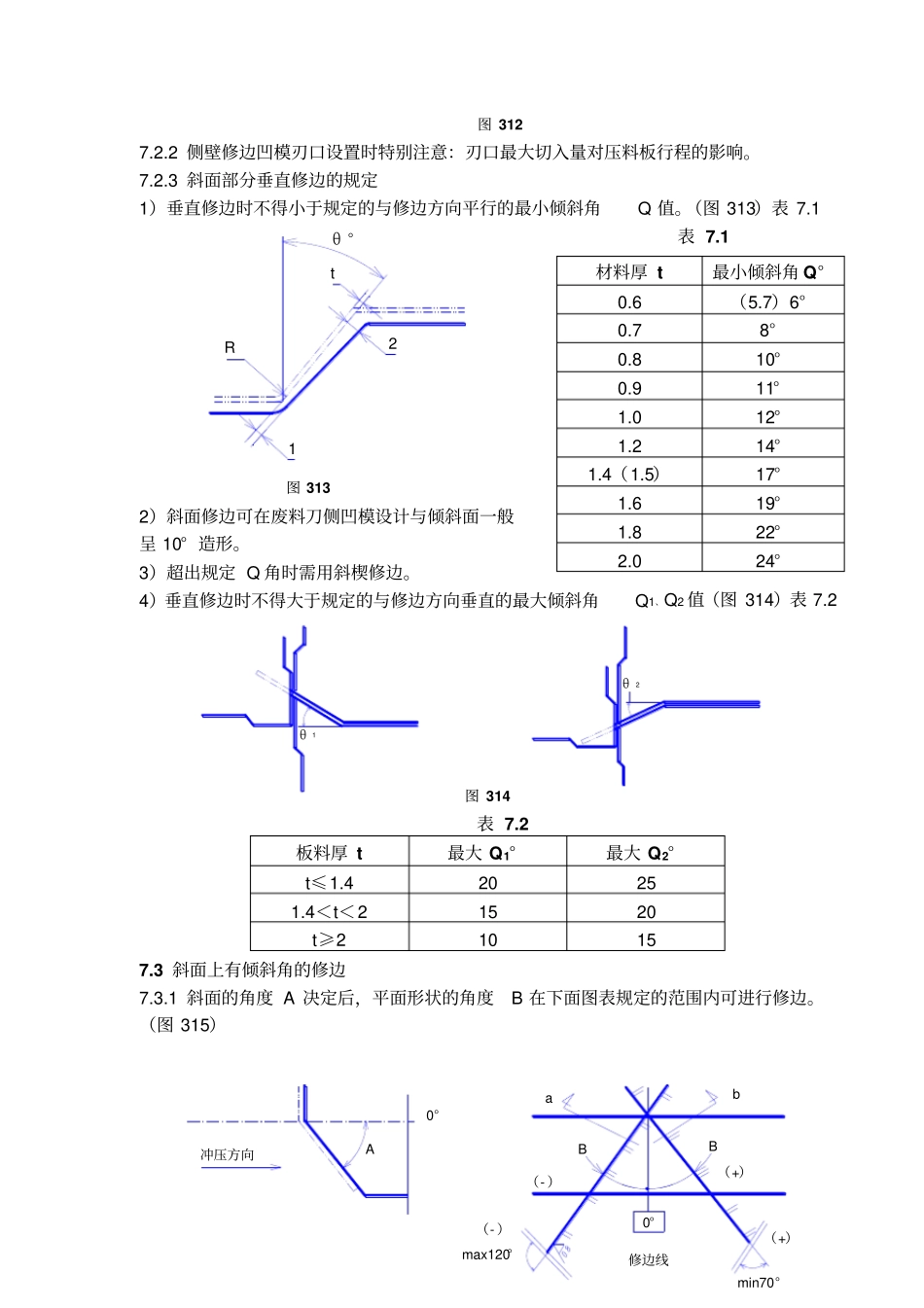
3斜面部分垂直修边的规定1)垂直修边时不得小于规定的与修边方向平行的最小倾斜角Q值
(图313)表7
1图3132)斜面修边可在废料刀侧凹模设计与倾斜面一般呈10°造形
3)超出规定Q角时需用斜楔修边
4)垂直修边时不得大于规定的与修边方向垂直的最大倾斜角Q1、Q2值(图314)表7
2图314表7
2板料厚t最大Q1°最大Q2°t≤1
420251
4<t<21520t≥210157
3斜面上有倾斜角的修边7
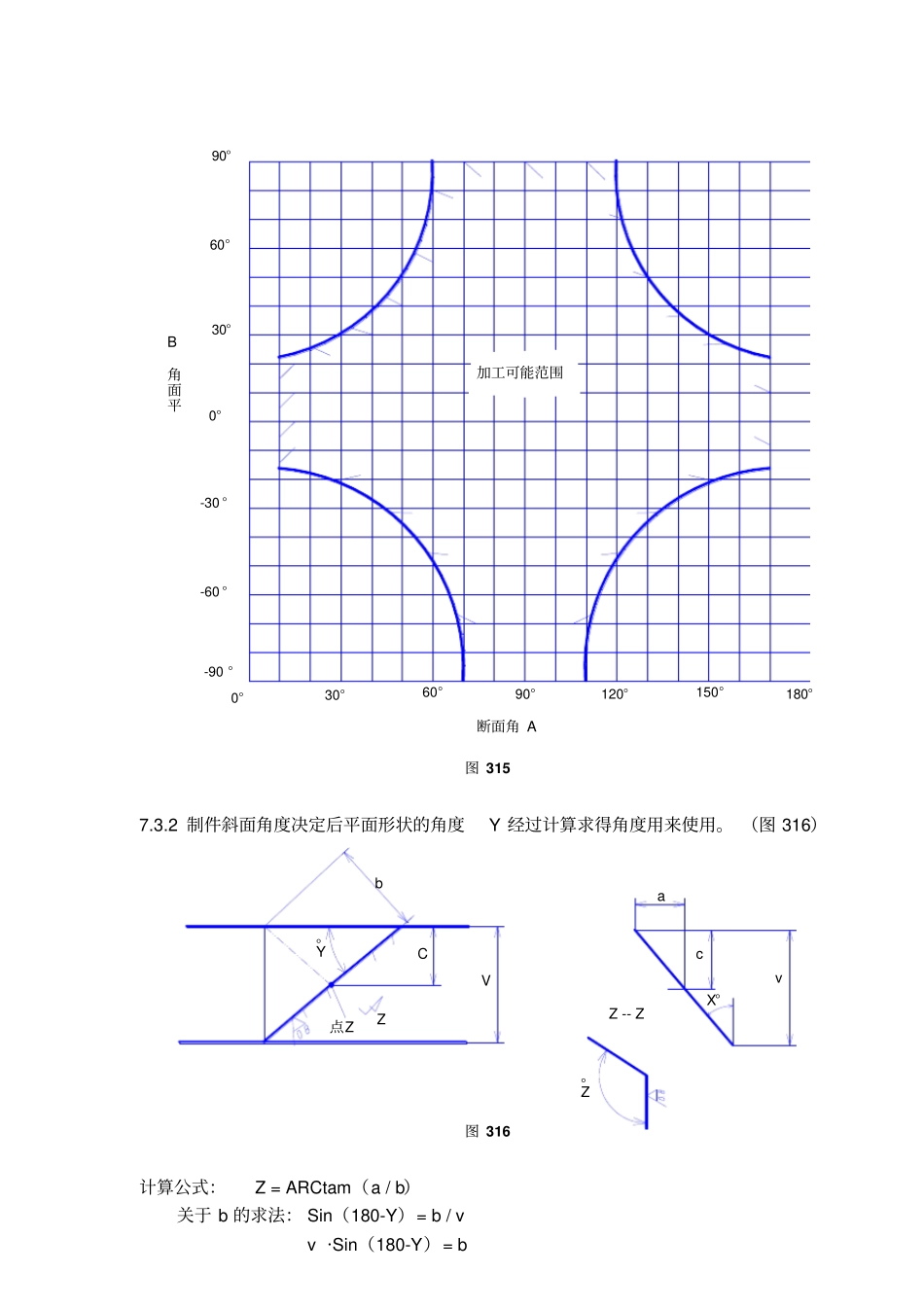
1斜面的角度A决定后,平面形状的角度B在下面图表规定的范围内可进行修边
(图315)材料厚t最小倾斜角Q°0
5)17°1
024°2θ°Rt1θ2θ1(+)(-)A0°min70°(-)(+)baBB0°修边线max120°冲压方向图3157
2制件斜面角度决定后平面形状的角度Y经过计算求得角度用来使用
(图316)图316计算公式:Z=ARCtam(a/b)关于b的求法:Sin(1