电气控制系统1
系统概述电气控制系统控制并协调码垛系统各单元的动作,使码垛机按照工艺流程来完成整个生产过程
工艺过程如下:包装好的料袋经过斜坡输送机进入压平机和加速输送机,对料袋进行整平、加速,然后进行转位(需要时)和编组操作,将竖袋2袋编为1组,横袋3袋编为1组;编好组的料袋由推袋机推到分层机上,一层5个料袋在分层机上再次整形后,打开分层机放到升降机上的托盘上,升降机下降一层料袋的高度,即码好一层;这样码完8层(或10层)即为一垛,码好后升降机下降到最低位,再由垛盘输送机将垛盘输送到无动力垛盘输送机上,最后由叉车运走
托盘的供给:叉车将空托盘(最多10个)放入托盘仓中,托盘仓能自动地将托盘放到托盘输送机上,再由托盘输送机送到升降机上
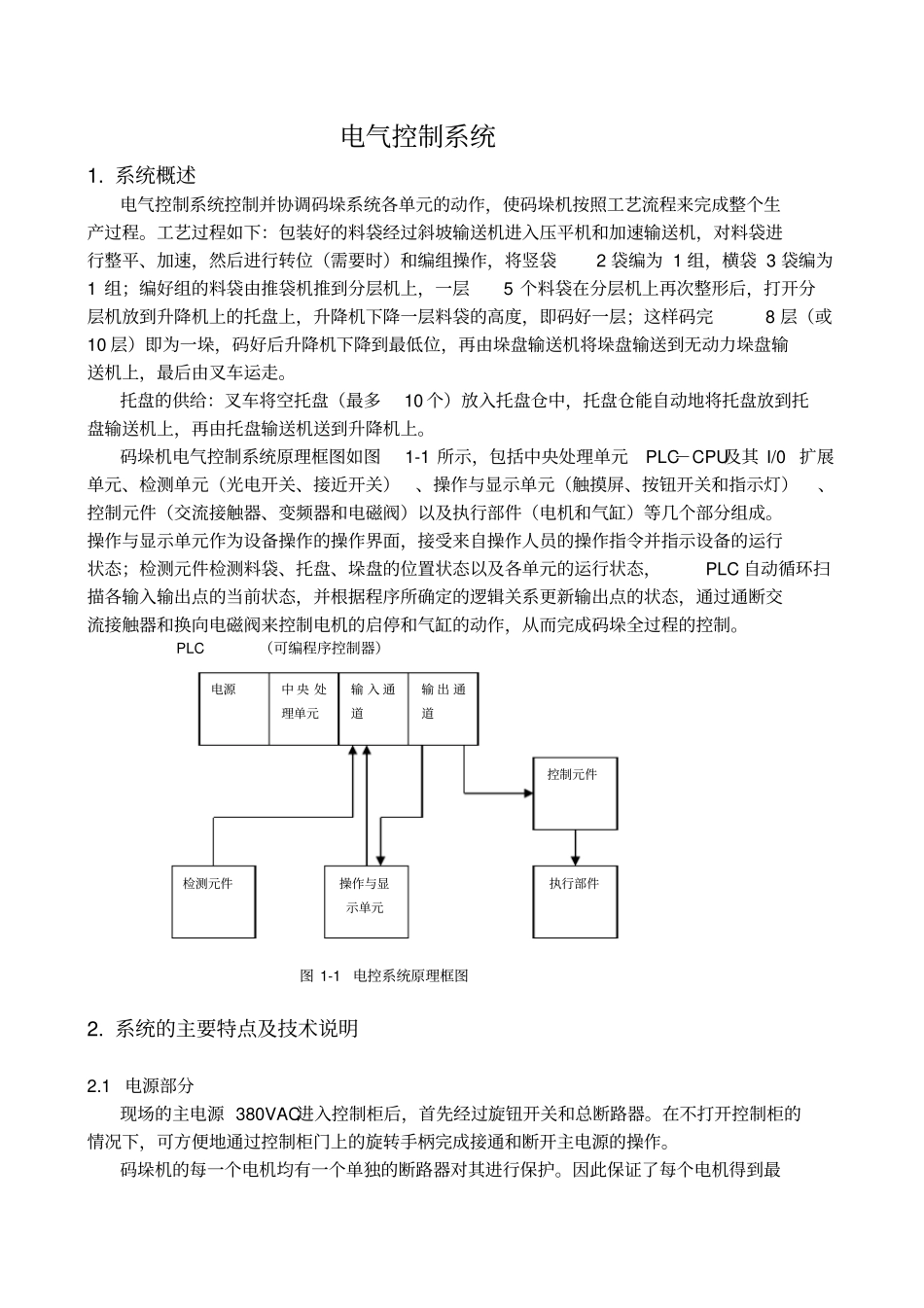
码垛机电气控制系统原理框图如图1-1所示,包括中央处理单元PLC-CPU及其I/0扩展单元、检测单元(光电开关、接近开关)、操作与显示单元(触摸屏、按钮开关和指示灯)、控制元件(交流接触器、变频器和电磁阀)以及执行部件(电机和气缸)等几个部分组成
操作与显示单元作为设备操作的操作界面,接受来自操作人员的操作指令并指示设备的运行状态;检测元件检测料袋、托盘、垛盘的位置状态以及各单元的运行状态,PLC自动循环扫描各输入输出点的当前状态,并根据程序所确定的逻辑关系更新输出点的状态,通过通断交流接触器和换向电磁阀来控制电机的启停和气缸的动作,从而完成码垛全过程的控制
PLC(可编程序控制器)图1-1电控系统原理框图2
系统的主要特点及技术说明2
1电源部分现场的主电源380VAC进入控制柜后,首先经过旋钮开关和总断路器
在不打开控制柜的情况下,可方便地通过控制柜门上的旋转手柄完成接通和断开主电源的操作
码垛机的每一个电机均有一个单独的断路器对其进行保护
因此保证了每个电机得到最电源中央处理单元输入通道输出通道检测元件操作与显示单元执行部件控制元件佳的