GSK928TA 数控系统使用手册第一部分 编 程§1 编程简介§1
1 轴定义 本系统使用 X 轴,Z 轴组成的直角坐标系进行定位和插补运动
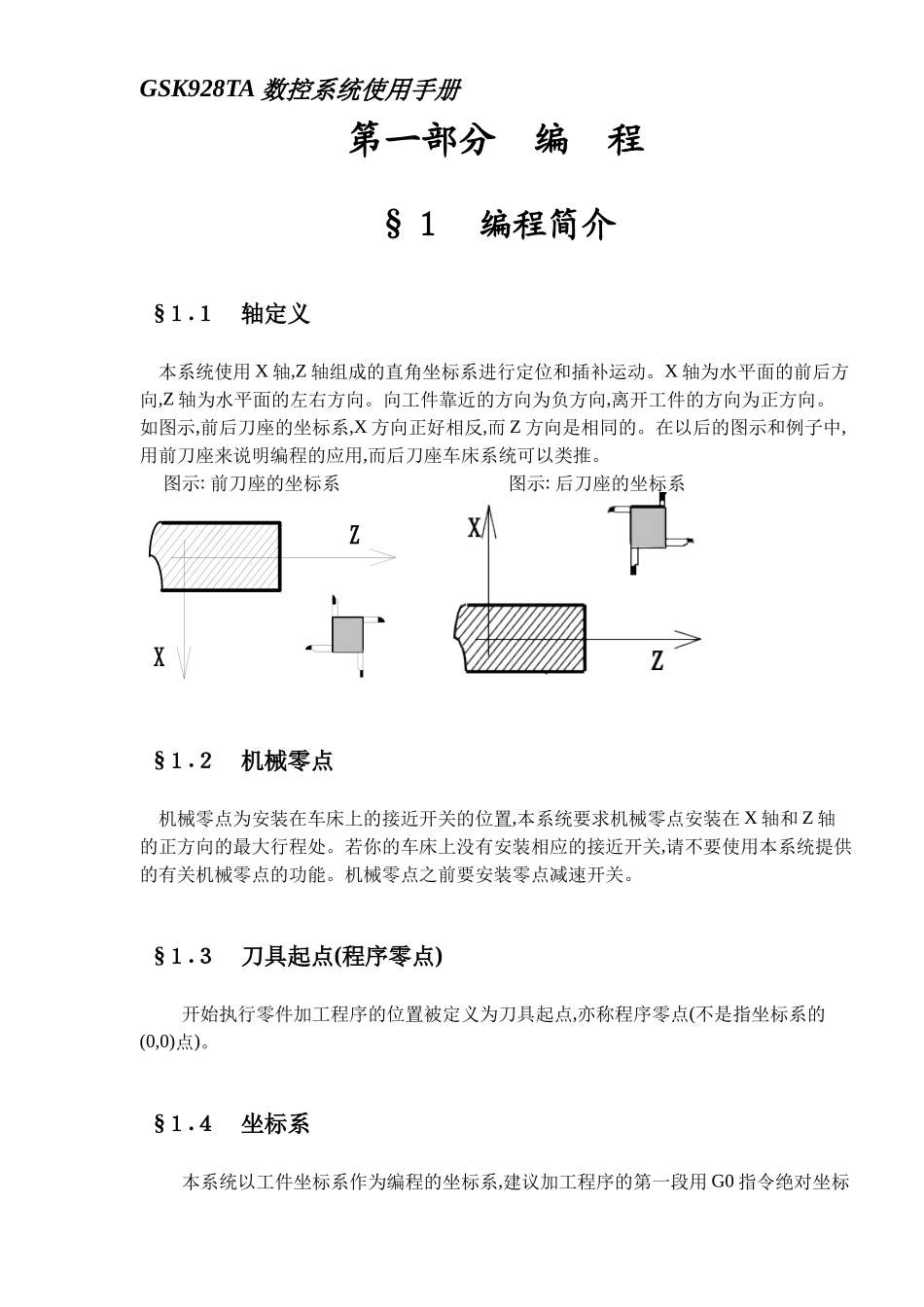
X 轴为水平面的前后方向,Z 轴为水平面的左右方向
向工件靠近的方向为负方向,离开工件的方向为正方向
如图示,前后刀座的坐标系,X 方向正好相反,而 Z 方向是相同的
在以后的图示和例子中,用前刀座来说明编程的应用,而后刀座车床系统可以类推
图示: 前刀座的坐标系 图示: 后刀座的坐标系 §1
2 机械零点 机械零点为安装在车床上的接近开关的位置,本系统要求机械零点安装在 X 轴和 Z 轴的正方向的最大行程处
若你的车床上没有安装相应的接近开关,请不要使用本系统提供的有关机械零点的功能
机械零点之前要安装零点减速开关
3 刀具起点(程序零点)开始执行零件加工程序的位置被定义为刀具起点,亦称程序零点(不是指坐标系的(0,0)点)
4 坐标系本系统以工件坐标系作为编程的坐标系,建议加工程序的第一段用 G0 指令绝对坐标ZX编程对 X 和 Z 轴进行定位
通常将 X 轴中心设置为 X0
00 坐标位置,Z 轴靠近主轴卡盘的位置设置为 Z0
加工程序亦可使用 G92 指令定义浮动坐标系,为了方便编程,程序之中可以多次使用 G92 定义新的坐标系
系统会自动记住加工零点和机械零点的位置
执行 G27(回机械零点并进行失步测试),G28(经指定点返回程序零点),M02,M30,M31 后系统将坐标系切换回工件坐标系
手动方式的命令 2 可设置工件坐标
5 编程坐标定义了坐标系之后,可用绝对坐标(X,Z 字段),相对坐标(U,W 字段),或混合坐标(X/Z,U/W 字段,绝对和相对坐标同时使用)进行编程
相对坐标是相对于当前位置的坐标,对于 X 轴,还可使用直径编程或半径编程,用 G10 指令定义半径编程,G11