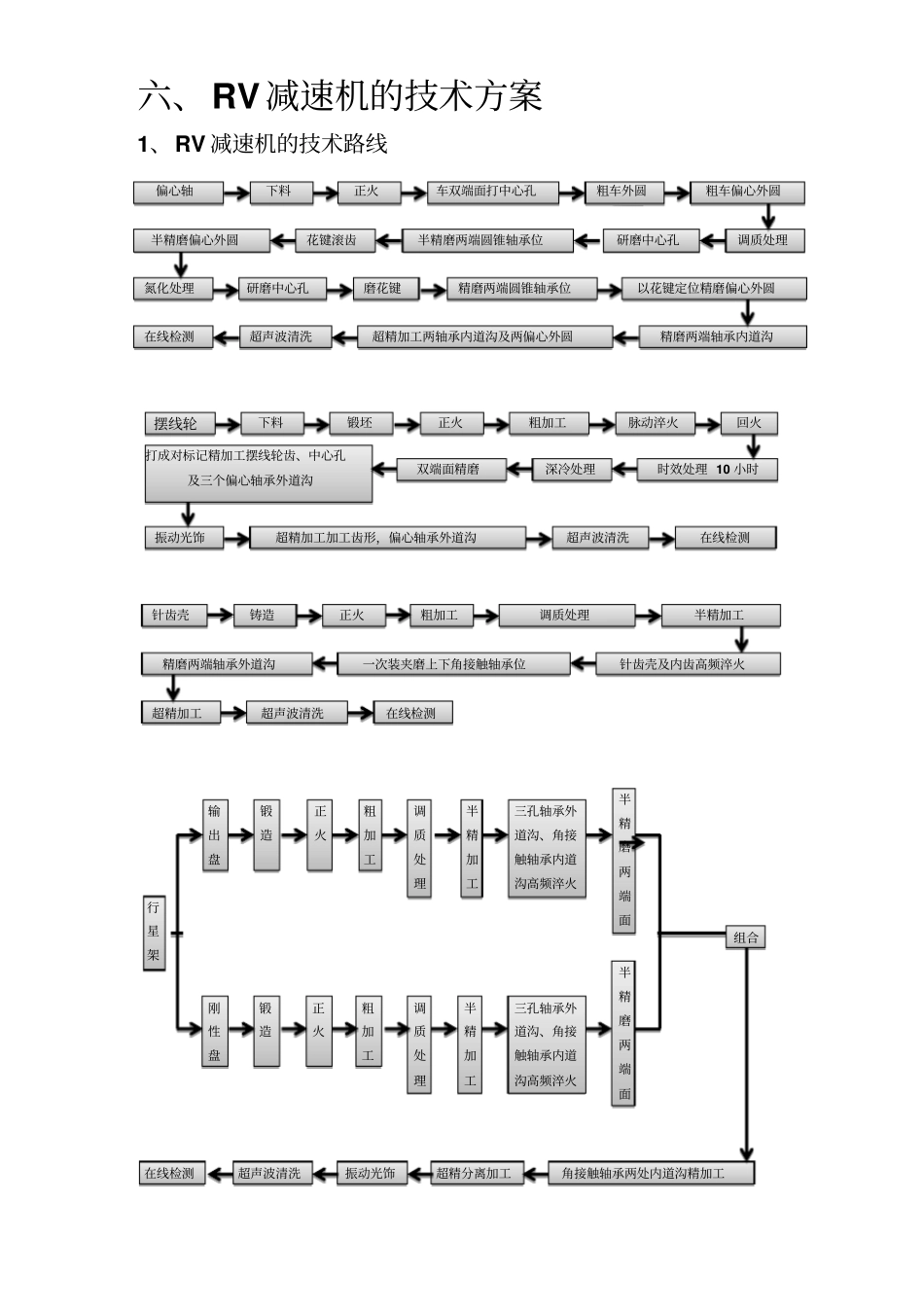
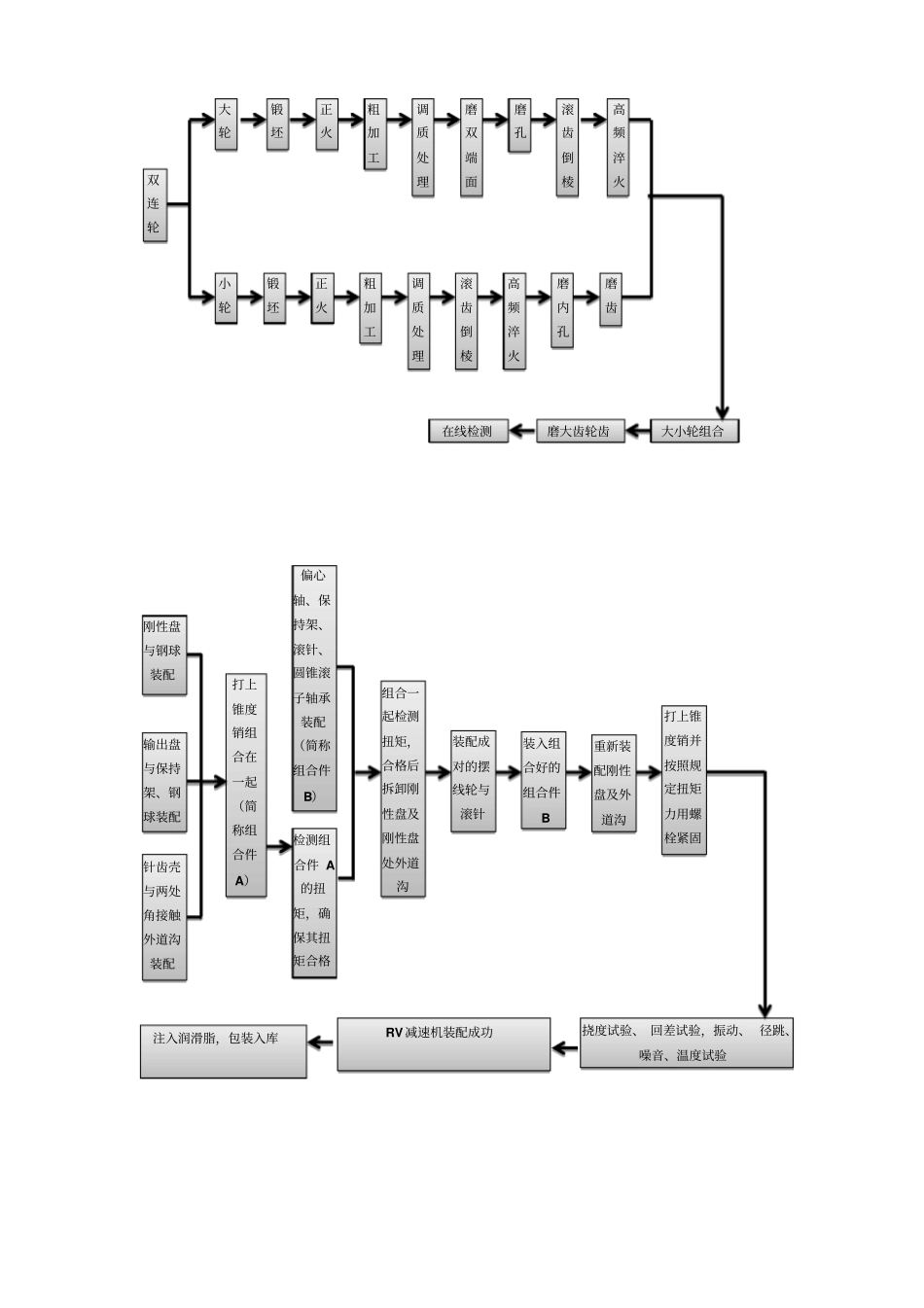
车双端面打中心孔超精加工两轴承内道沟及两偏心外圆六、RV减速机的技术方案1、RV 减速机的技术路线偏心轴下料正火氮化处理以花键定位精磨偏心外圆粗车外圆调质处理粗车偏心外圆半精磨两端圆锥轴承位研磨中心孔花键滚齿研磨中心孔半精磨偏心外圆在线检测超声波清洗精磨两端轴承内道沟超声波清洗磨花键精磨两端圆锥轴承位针齿壳超声波清洗在线检测超精加工精磨两端轴承外道沟一次装夹磨上下角接触轴承位针齿壳及内齿高频淬火半精加工调质处理粗加工正火铸造行星架超声波清洗超精分离加工角接触轴承两处内道沟精加工组合三孔轴承外道沟、角接触轴承内道沟高频淬火刚性盘输出盘锻造锻造正火正火粗加工粗加工调质处理调质处理半精加工半精加工三孔轴承外道沟、角接触轴承内道沟高频淬火在线检测振动光饰半精磨两端面半精磨两端面摆线轮超精加工加工齿形,偏心轴承外道沟在线检测下料振动光饰打成对标记精加工摆线轮齿、中心孔及三个偏心轴承外道沟深冷处理时效处理 10 小时回火脉动淬火粗加工正火锻坯双端面精磨大轮双连轮滚齿倒棱磨双端面锻坯小轮锻坯正火正火粗加工粗加工调质处理调质处理磨孔滚齿倒棱高频淬火磨大齿轮齿高频淬火大小轮组合磨齿磨内孔在线检测输出盘与保持架、钢球装配刚性盘与钢球装配装配成对的摆线轮与滚针检测组合件 A的扭矩,确保其扭矩合格针齿壳与两处角接触外道沟装配打上锥度销组合在一起(简称组合件A)偏心轴、保持架、滚针、圆锥滚子轴承装配(简称组合件B)组合一起检测扭矩,合格后拆卸刚性盘及刚性盘处外道沟装入组合好的组合件B 重新装配刚性盘及外道沟挠度试验、 回差试验,振动、 径跳、噪音、温度试验打上锥度销并按照规定扭矩力用螺栓紧固RV减速机装配成功注入润滑脂,包装入库2、RV 减速机加工技术注意点RV 多轴同步联动,其本质是复合轴承问题
目前,我国难以达到 P4 级水平
在数量较多的轴承配合下,要达到其形位公差与尺寸公差的精度要求,有一定