模具表面精加工 模具表面精加工是模具加工中未能很好解决的难题之一,也正是模具钳工劳动强度大、成为模具加工瓶颈的原因之一
特别反映在硬度较大的金属、压铸模具进行最后组装过程
我国目前仍以手工研磨抛光为主,不仅质量不稳定、周期长,而且工人作业环境差,制约了我国铸造模具向更高层次发展
对于模具复杂型腔和一些狭缝的曲面精加工,传统的机加工方法已无法胜任,必须采用其它的工艺措施,如电化学或电化学机械光整加工技术
随着科学技术的不断发展,各种模具的加工工艺要求越来越高
提高模具抛光的速度和质量使我国模具制造工艺达到世界先进水平,已成为刻不容缓的重要课题
在模具表面精加工技术中,主要的可以分为两大部分,即传统精加工技术和非传统精加工技术
传统精加工技术主要是以手工研磨抛光为主和现在发展起来的机械精加工 ;非传统精加工主要包括化学抛光、电化学抛光、电解研磨、电化学机械光整加工、超声波加工、磁流变抛光、激光抛光技术以及电火花抛光等
下面就主要的加工方法和工具进行介绍
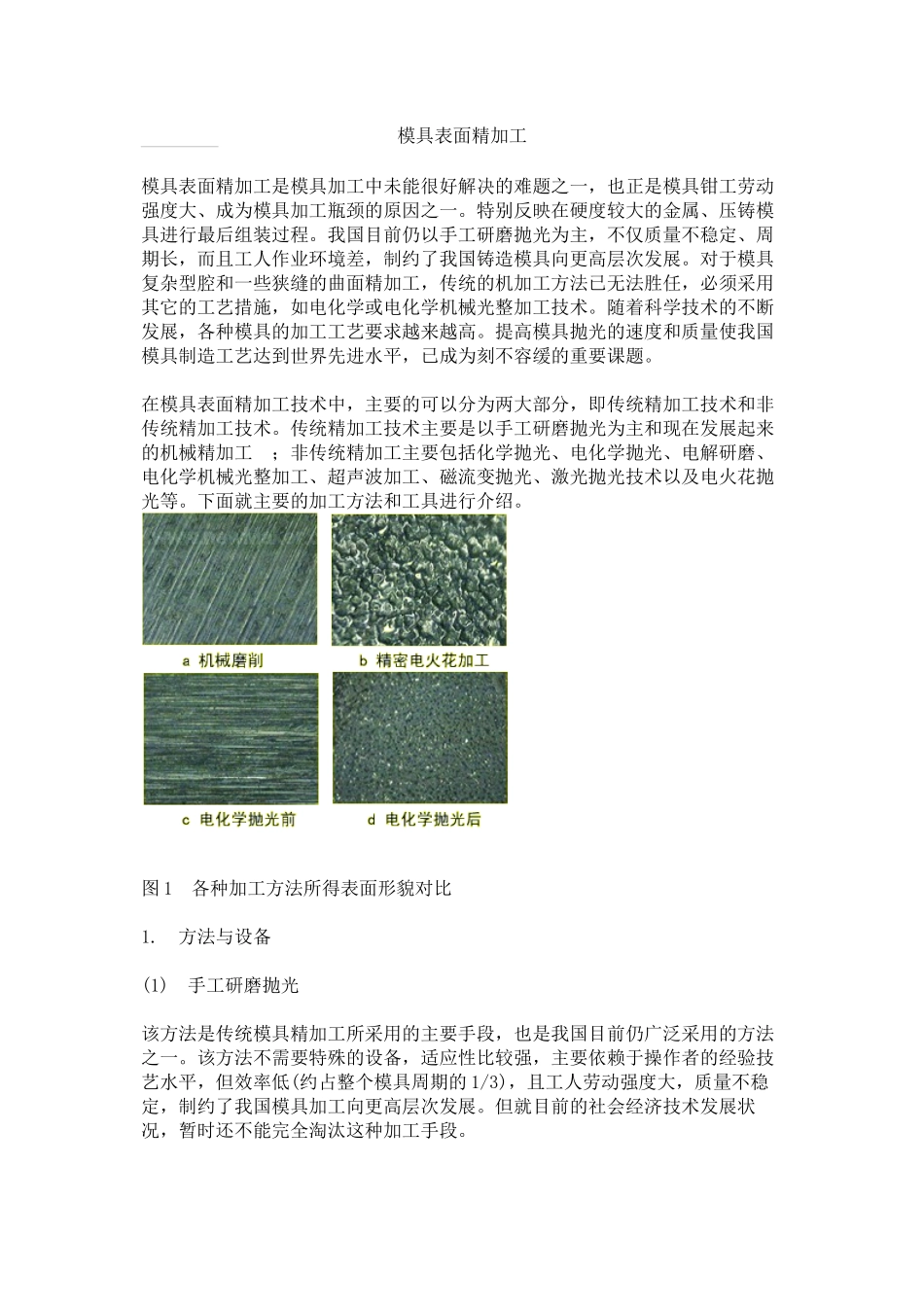
图 1 各种加工方法所得表面形貌对比1
方法与设备 (1) 手工研磨抛光 该方法是传统模具精加工所采用的主要手段,也是我国目前仍广泛采用的方法之一
该方法不需要特殊的设备,适应性比较强,主要依赖于操作者的经验技艺水平,但效率低(约占整个模具周期的 1/3),且工人劳动强度大,质量不稳定,制约了我国模具加工向更高层次发展
但就目前的社会经济技术发展状况,暂时还不能完全淘汰这种加工手段
(2) 数字式模具抛光机 最近看到一款数字抛光机的报道,这种抛光工具采用数字化控制,数字式显示和控制工艺参数,备有整套磨头及磨料,半自动抛光,具有体积小、使用方便的优点
其工艺特点主要有: 具有平整功能,最大可平整的波纹长度为 75mm
和手工抛光相比,功效提高一倍,质量提高一个数量级
质量稳定,重复性好
应用范围:a,材料:各种模具材