铬青铜与双相不锈钢异种材料电子束熔钎焊 2007-03-30 07:24:49 作者:jql 来源: 浏览次数:70 文字大小:【大】【中】【小】摘要 对 QCr0
8 与 1Cr21Ni5Ti 偏铜电子束焊接接头的组织和力学性能进行了研究
研究结果表明,随电子束距对接中线铜侧偏移值的增加,QCr0
8/1Cr21Ni5Ti 对接接头焊缝组织及成分逐渐均匀化,接头熔接状态得到改善;铜侧偏移值达 0
0mm时,形成焊缝组织成分均匀化的熔钎接头,其拉伸强度可达 330Mpa 左右,已可满足实际使用要求
关键词: 异种材料;电子束;熔钎焊 0 序言 目前新一代航天发动机中大量采用新材料及异种材料的连接结构,以充分发挥材料各自的性能优势及结构的特殊用途,从而保证发动机的整体性能
双相不锈钢具有优异的力学性能及耐全腐蚀性能,特别是具有良好的抗应力腐蚀能力,因此已广泛应用于石油、化工、原子能工程及航空航天发动机制造等领域[1]
而铬青铜是一种耐蚀性较好、热导率较高的材料,其中微量元素 Cr 的加入起到了细化晶粒、进一步提高强度的双重作用[2]
铬青铜与双相不锈钢异种材料的有效组合同时满足了发动机推力室冷却及高强要求,从而涉及到铜—钢异种材料的焊接
针对电子束焊接具有能量密度高、加热速度快、焊接热影响区及变形小、参数稳定再现性好、易于控制及适于焊接难熔及异种金属等一系列的优点[3-5],本文对 QCr0
8 与 1Cr21Ni5Ti 进行了电子束焊接的试验研究,并对不同偏铜距离下束焊接而形成接头的显微组织状态及其力学性能进行了分析,其结果可为合理的制定QCr0
8 与 1Cr21Ni5Ti 焊接工艺,获得其优质连接提供理论和实验依据
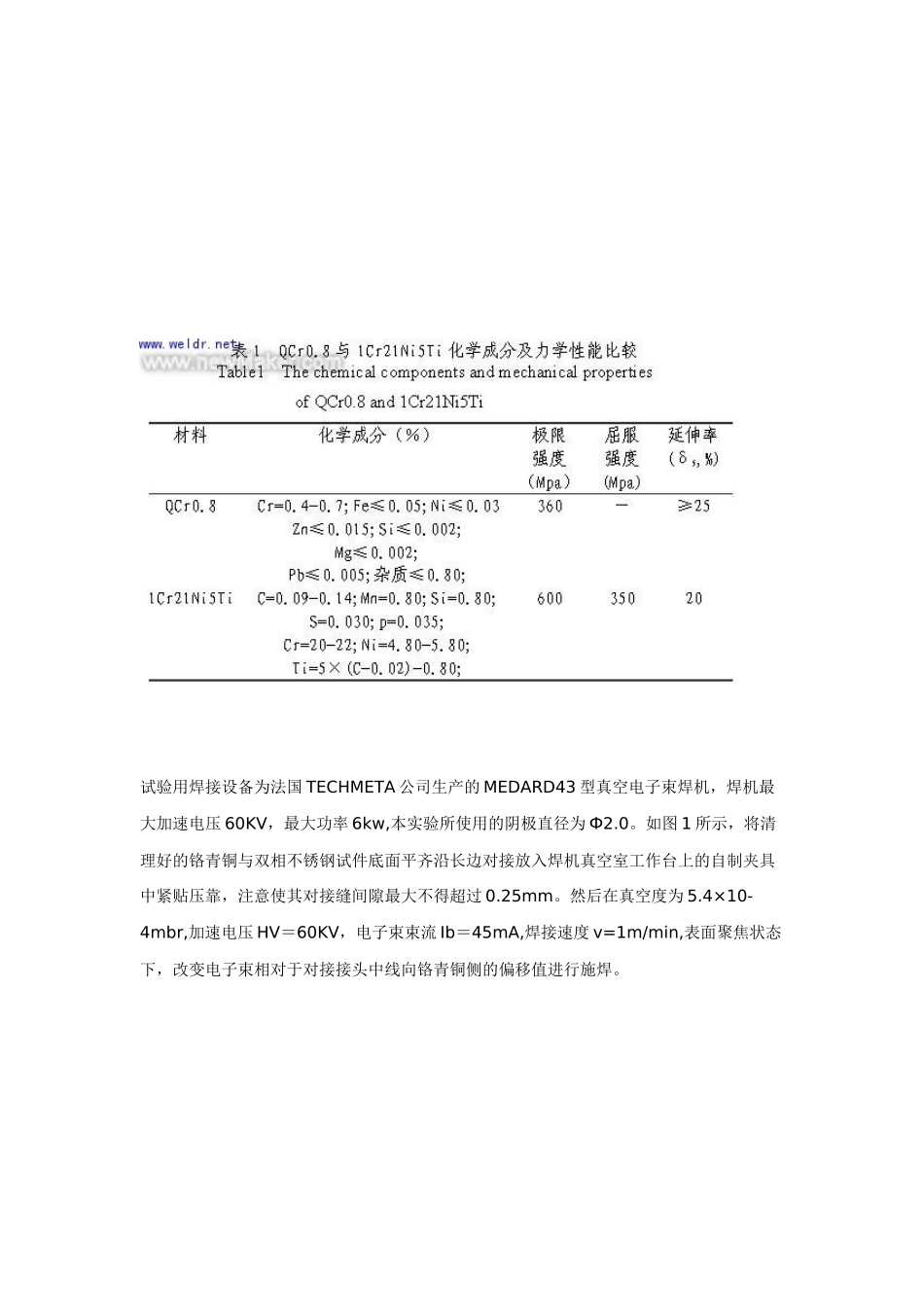
1 试验材料及方法 试验用铬青铜及双相不锈钢的化学成分及力学性能见表 1
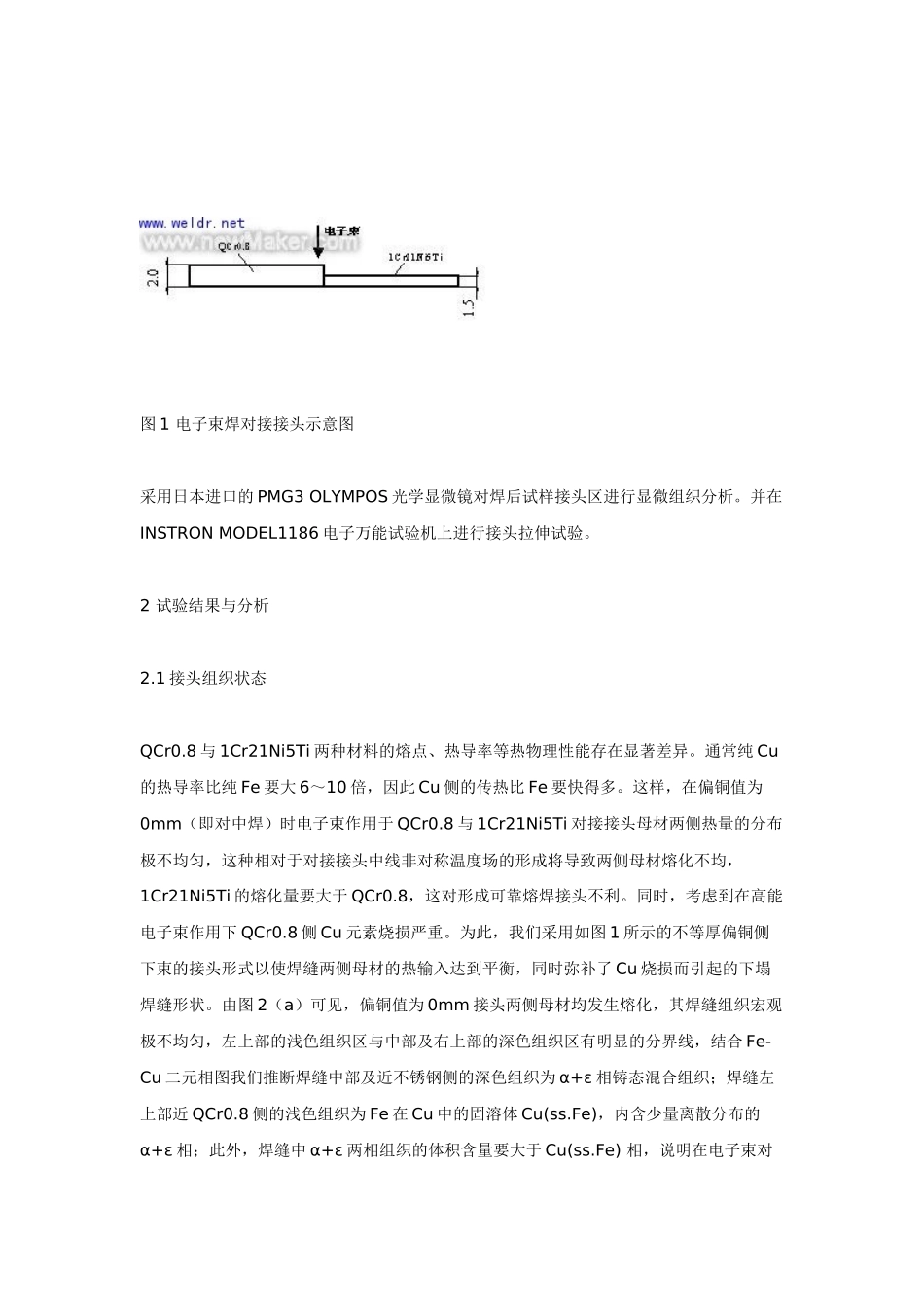
试验用焊接设备为法国 TECHMETA 公司生产的 MEDARD4