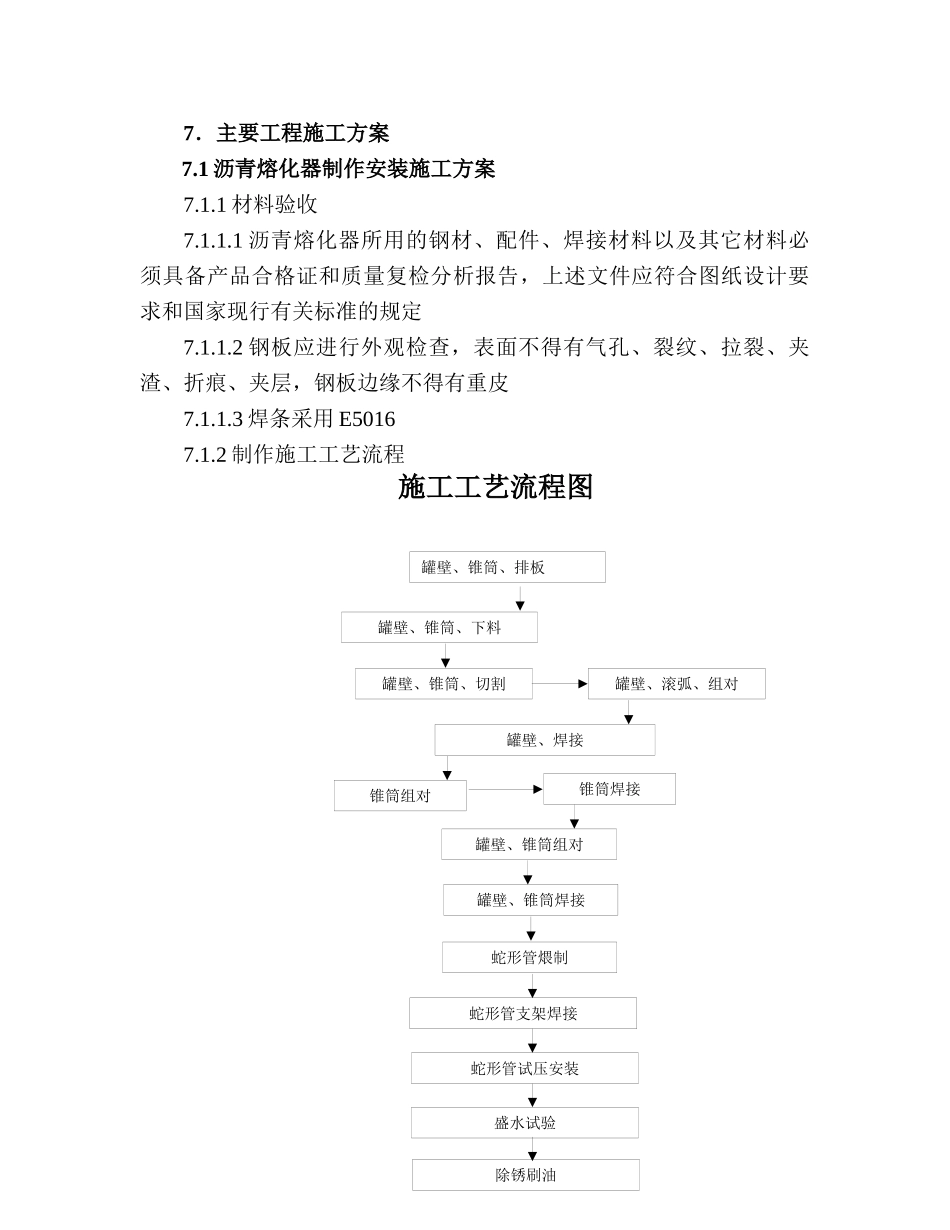
盛水试验除锈刷油罐壁、锥筒、下料罐壁、锥筒、切割罐壁、焊接锥筒组对锥筒焊接罐壁、锥筒组对罐壁、锥筒焊接蛇形管煨制蛇形管支架焊接蛇形管试压安装罐壁、锥筒、排板罐壁、滚弧、组对7.主要工程施工方案7
1 沥青熔化器制作安装施工方案7
1 材料验收7
1 沥青熔化器所用的钢材、配件、焊接材料以及其它材料必须具备产品合格证和质量复检分析报告,上述文件应符合图纸设计要求和国家现行有关标准的规定7
2 钢板应进行外观检查,表面不得有气孔、裂纹、拉裂、夹渣、折痕、夹层,钢板边缘不得有重皮7
3 焊条采用 E50167
2 制作施工工艺流程施工工艺流程图7
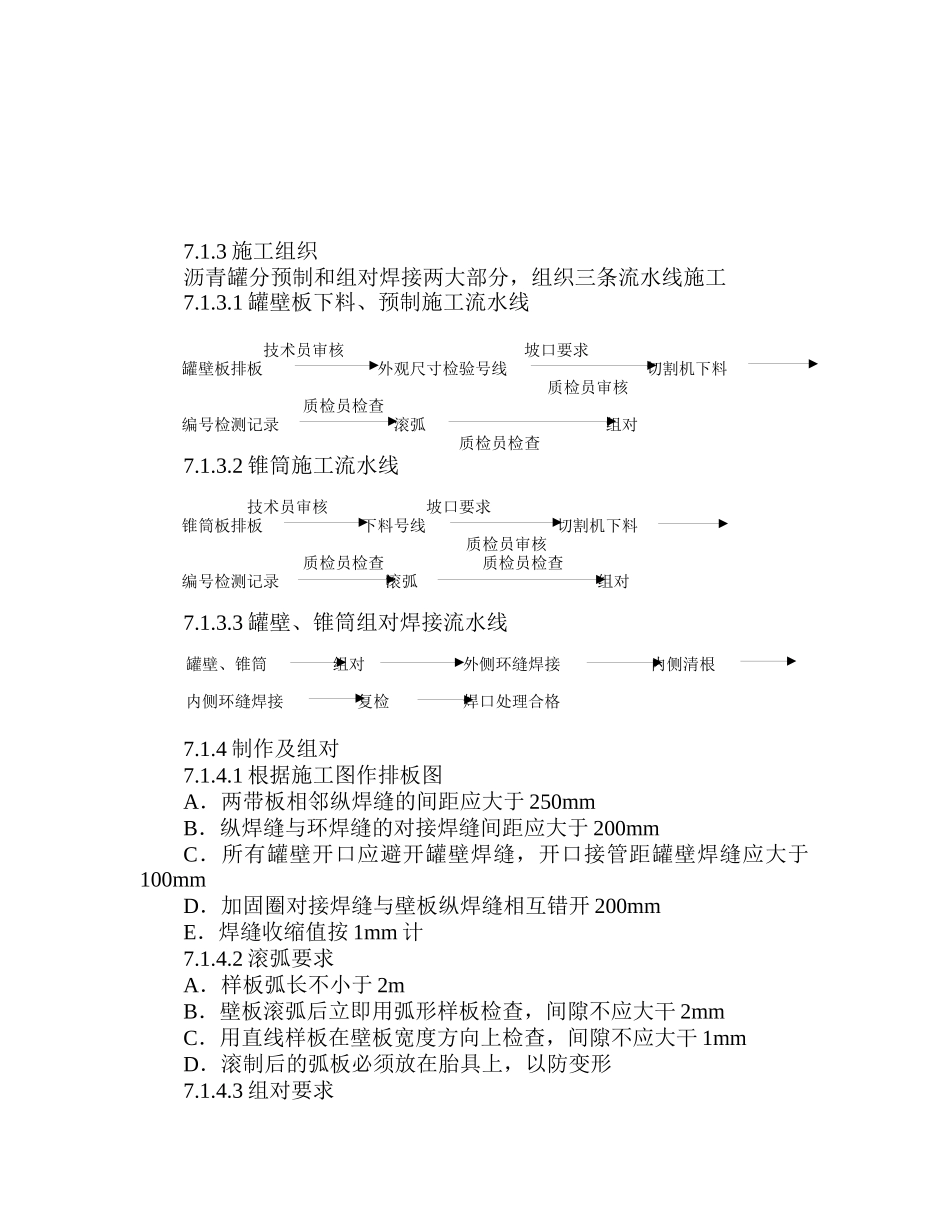
3 施工组织沥青罐分预制和组对焊接两大部分,组织三条流水线施工7
1 罐壁板下料、预制施工流水线技术员审核 坡口要求罐壁板排板 外观尺寸检验号线 切割机下料质检员审核质检员检查 编号检测记录 滚弧 组对质检员检查7
2 锥筒施工流水线技术员审核 坡口要求 锥筒板排板 下料号线 切割机下料质检员审核质检员检查 质检员检查编号检测记录 滚弧 组对 7
3 罐壁、锥筒组对焊接流水线 罐壁、锥筒 组对 外侧环缝焊接 内侧清根 内侧环缝焊接 复检 焊口处理合格7
4 制作及组对7
1 根据施工图作排板图A.两带板相邻纵焊缝的间距应大于 250mmB.纵焊缝与环焊缝的对接焊缝间距应大于 200mmC.所有罐壁开口应避开罐壁焊缝,开口接管距罐壁焊缝应大于100mmD.加固圈对接焊缝与壁板纵焊缝相互错开 200mmE.焊缝收缩值按 1mm 计7
2 滚弧要求A.样板弧长不小于 2mB.壁板滚弧后立即用弧形样板检查,间隙不应大干 2mmC.用直线样板在壁板宽度方向上检查,间隙不应大干 1mmD.滚制后的弧板必须放在胎具上,以防变形7
3 组对要求A.纵焊缝的错边量不应