[教学课题] 轴类工件的装夹[授课时数] 2 课时 [授课班级] [教学目的]1、掌握轴类工件常用的几种装夹方法和适用场合及特点
[教学重点和难点] 1、单动卡盘装夹的操作方法和注意事项
2、两顶尖装夹的操作方法和注意事项
[复习提问] 1、切削用量的三要素是什么
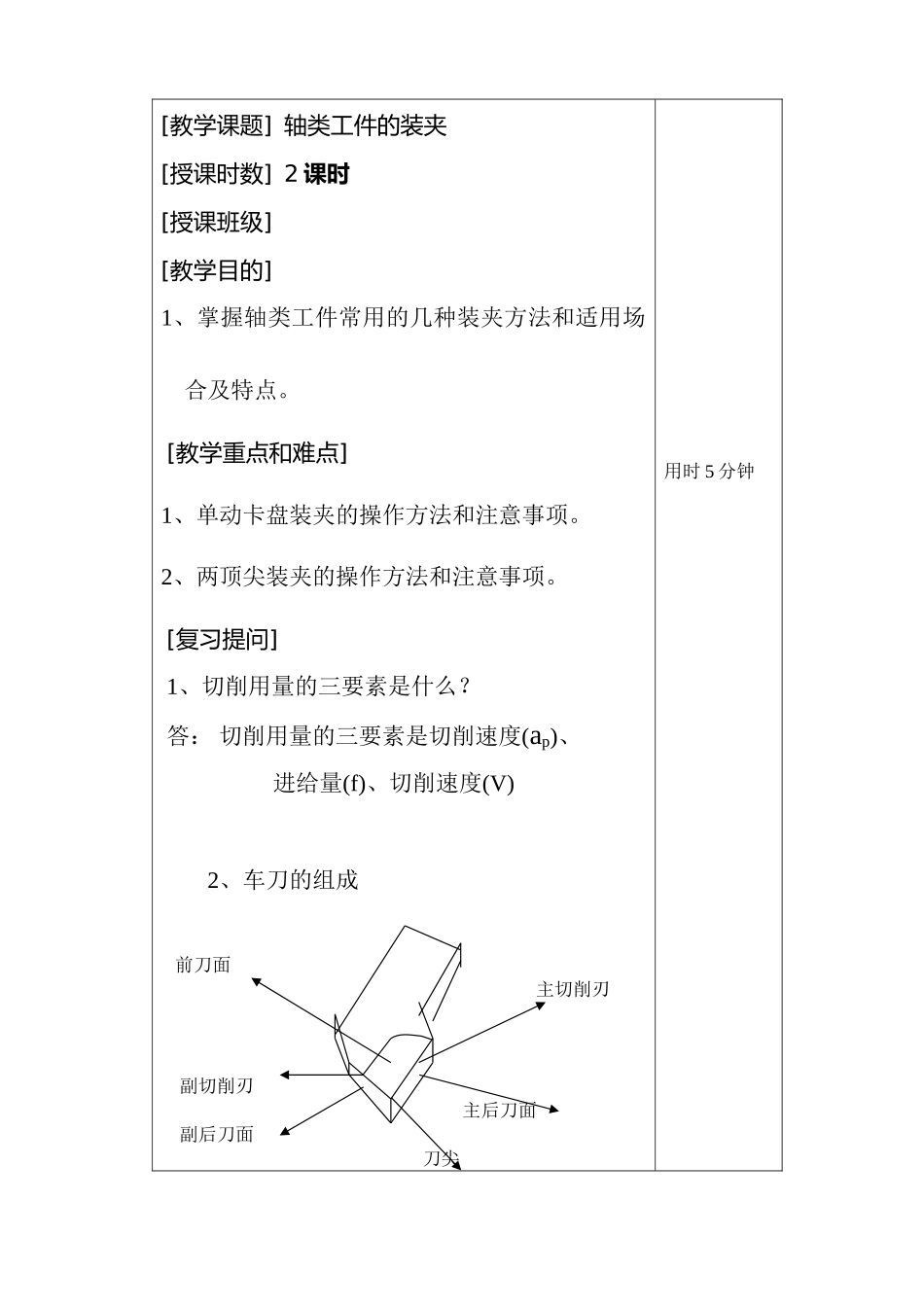
答: 切削用量的三要素是切削速度(ap)、进给量(f)、切削速度(V) 2、车刀的组成 前刀面主切削刃 副切削刃 主后刀面 副后刀面 刀尖用时 5 分钟[教学过程]提问 1:在准备进行车削加工前,首先要将被加工工件怎么样
答:装夹在车床上
提问 2:那么工件的装夹对加工质量和劳动生产率有没有影响
答:有影响,装夹稳固,定位准确,则加工质量好;装夹简便,则劳动生产率高
导入:由此可以看出工件装夹的重要性,下面让我们一起来学习在实习和以后生产中经常遇到的一类工件的装夹即轴类工件常用的几种装夹方法
2 轴类工件的装夹一、单动卡盘装夹(俗称四爪卡盘)1、特点: 1) 四个卡爪各自独立运动2) 夹紧力较大3) 校正较费时2、装夹方法; 1) 根据工件装夹处的尺寸调整卡爪
2) 找正时,先找正靠近卡爪处的外圆表面
第一课时用时 15 分钟(挂图) 3) 工件找正后,四个卡爪的紧固力要基本上一致
3、适用场合: 单动卡盘适用于装夹大型或形状不规则的工件 二、自定心卡盘装夹(俗称三爪卡盘)1、特点: 1)三个卡爪同步运动2)能自动定心,一般不需找正,方便省时3)夹紧力不太大2、适用场合: 适用于外形规则的中、小型工件
三、两顶尖装夹 1、种类 按前顶尖的不同,两顶尖装夹可分为两种形式: (1)前顶尖是插入主轴锥孔内的固定顶尖特点:这种顶尖安装牢靠,适宜于批量生产
用时 5 分钟用时 20 分钟(2)前顶尖是用夹在卡盘上的一般钢材车制而成 这种顶尖制造安装方便,定心准确,但顶尖硬度不够,容易磨损,车削过