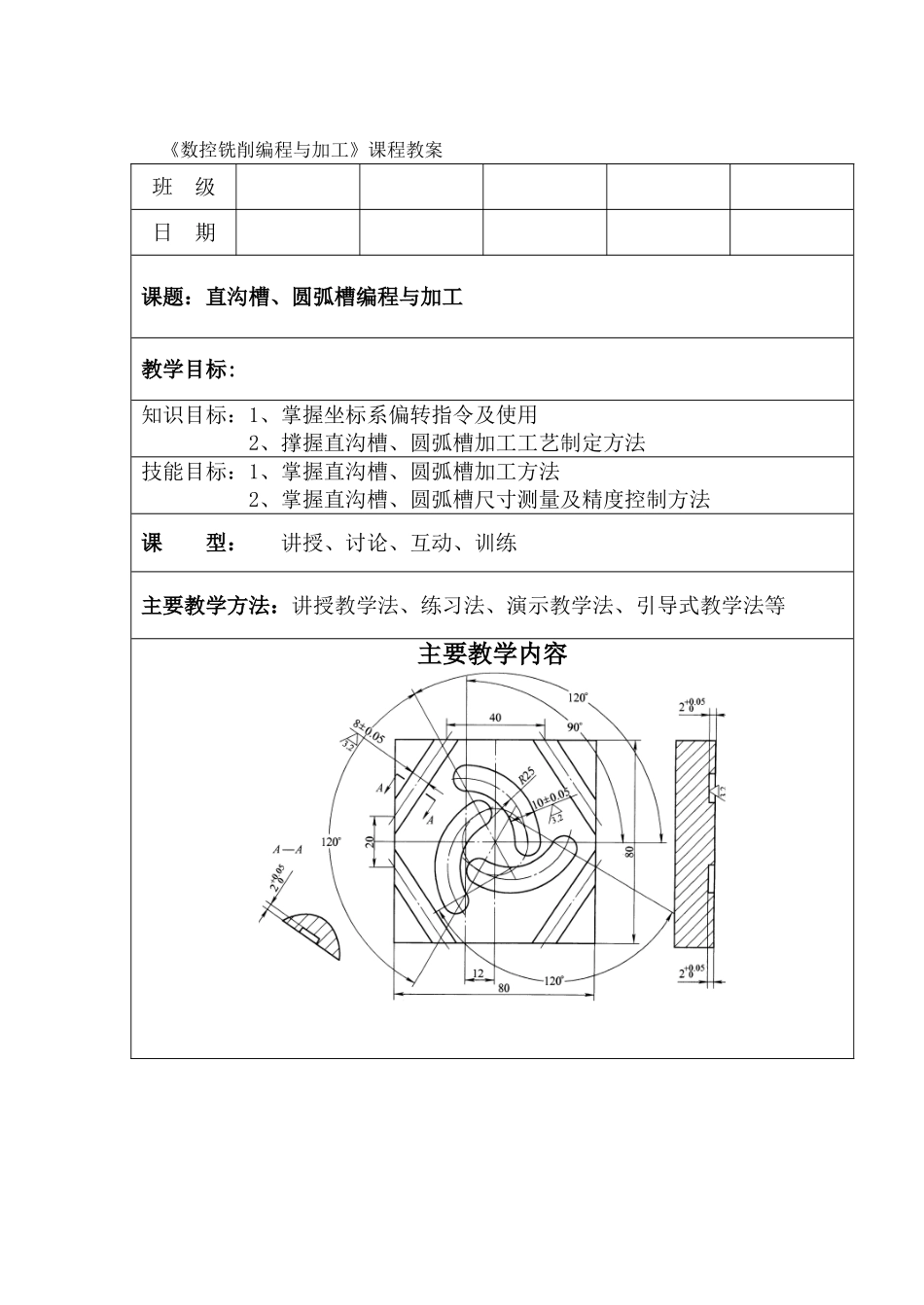
《数控铣削编程与加工》课程教案班 级日 期课题:直沟槽、圆弧槽编程与加工教学目标:知识目标:1、掌握坐标系偏转指令及使用 2、撑握直沟槽、圆弧槽加工工艺制定方法技能目标:1、掌握直沟槽、圆弧槽加工方法 2、掌握直沟槽、圆弧槽尺寸测量及精度控制方法课 型: 讲授、讨论、互动、训练主要教学方法:讲授教学法、练习法、演示教学法、引导式教学法等主要教学内容教 学 过 程时间分配Ⅰ、教学准备:(机床、毛坯、工量具等)Ⅱ、组织教学:(清点人数等)Ⅲ、复习导入:键槽加工方法及程序编制
Ⅳ、新 课:直沟槽、圆弧槽编程与加工[知识学习]一、编程指令坐标系偏转指令(1)指令功能将坐标系偏转一个角度,使刀具在偏转后的坐标系中运行
(2)指令格式G17G18 G68 α_ β_ R_ G19在选定平面内以某点为旋转中心旋转 R 角度,α_ β_为相应的X、Y、Z 中的两个绝对坐标作为旋转中心
G69取消坐标系旋转
(3)指令使用说明、1、G17、G18、G19 是坐标系所在的平面,立式铣床(加工中心)是指G17 平面
2、式中 R(RPL)为偏转角度,在不同平面内偏转角度正方向的规定不同(逆时针为正,顺时针为负)
3、系统中没有指定“α_ β_”时,则 G68 程序段的刀具位置为旋转中心
教 学 过 程时间分配4、系统中当程序未编制“R_”值时,则参数 5410 中的值被认为是旋转的角度
二、加工工艺分析1、工、量、刃具选择(1)工具选择:工件采用平口钳装夹,试切法对刀
(2)量具选择:轮廓尺寸、槽间距用游标卡尺测量,深度尺寸用深度游标卡尺测量,表面质量用粗糙度样板检测,另用百分表校正平口钳及工件上表面
(3)刃具选择:刀具直径选择主要应考虑槽拐角圆弧半径值大小、槽宽等因素,本课题最小圆弧轮廓半径 R5,槽宽最小为 8mm,所选铣刀直径应小于等于 Ø8,此处选 Ø6;粗加工用键槽铣刀铣削,精