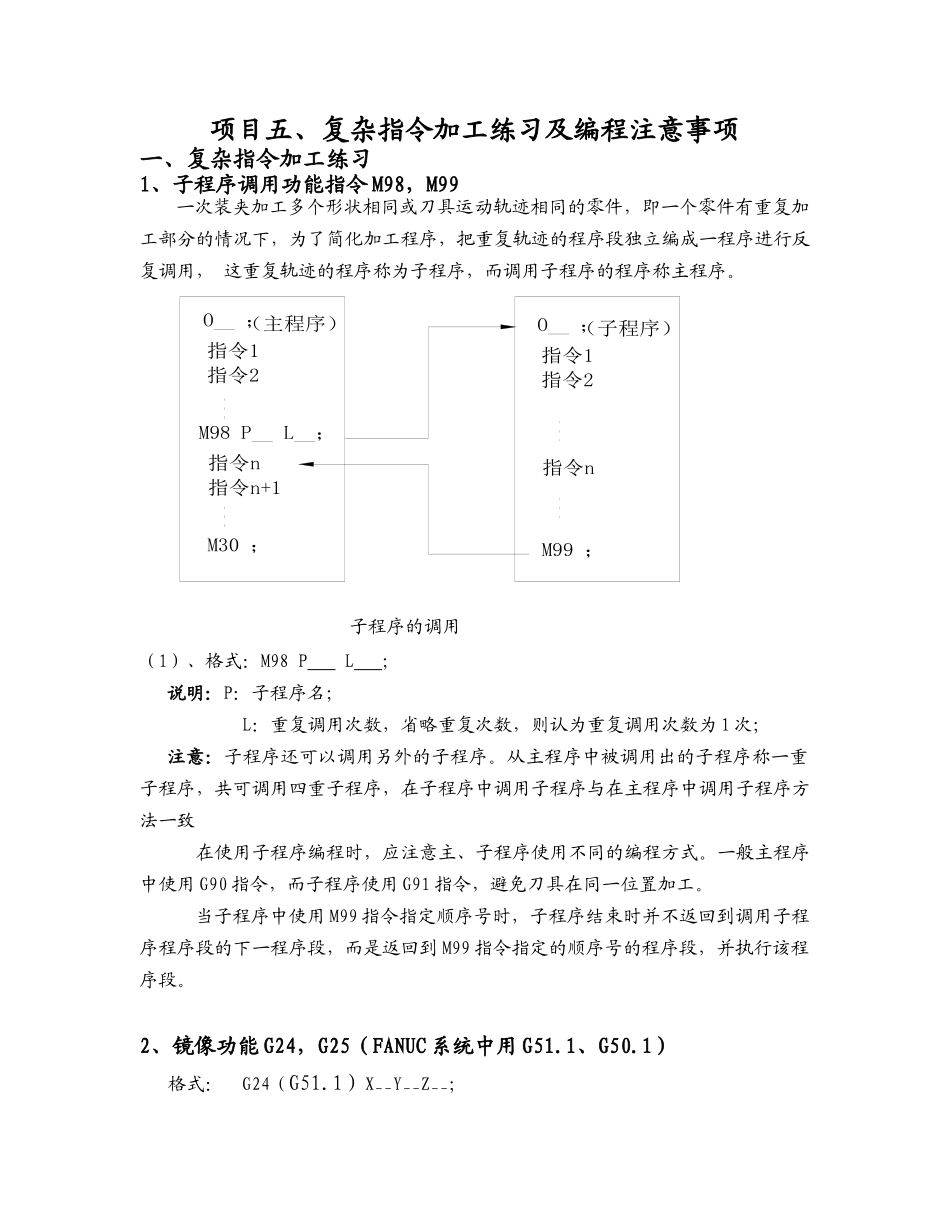
项目五、复杂指令加工练习及编程注意事项一、复杂指令加工练习1、子程序调用功能指令 M98,M99一次装夹加工多个形状相同或刀具运动轨迹相同的零件,即一个零件有重复加工部分的情况下,为了简化加工程序,把重复轨迹的程序段独立编成一程序进行反复调用, 这重复轨迹的程序称为子程序,而调用子程序的程序称主程序
子程序的调用(1)、格式:M98 P L ;说明:P:子程序名; L:重复调用次数,省略重复次数,则认为重复调用次数为 1 次;注意:子程序还可以调用另外的子程序
从主程序中被调用出的子程序称一重子程序,共可调用四重子程序,在子程序中调用子程序与在主程序中调用子程序方法一致 在使用子程序编程时,应注意主、子程序使用不同的编程方式
一般主程序中使用 G90 指令,而子程序使用 G91 指令,避免刀具在同一位置加工
当子程序中使用 M99 指令指定顺序号时,子程序结束时并不返回到调用子程序程序段的下一程序段,而是返回到 M99 指令指定的顺序号的程序段,并执行该程序段
2、镜像功能 G24,G25(FANUC 系统中用 G51
1)格式: G24(G51
1)X__Y__Z__;O ;M99 ;(子程序)指令1指令2指令n指令n指令n+1指令1指令2(主程序)M30 ;M98 P L ;O ;M98 P_G25 (G50
1) X__Y__Z__;式中:G24 建立镜像;G25 取消镜像;X、 Y、 Z 镜像位置;当工件相对于某一轴具有对称形状时,可以利用镜像功能和子程序,只对工件的一部分进行编程,而能加工出工件的对称部分,这就是镜像功能
当某一轴的镜像有效时,该轴执行与编程方向相反的运动
G24 、G25 (G51
1)为模态指令,可相互注销,G25 (G50
1)为缺省值
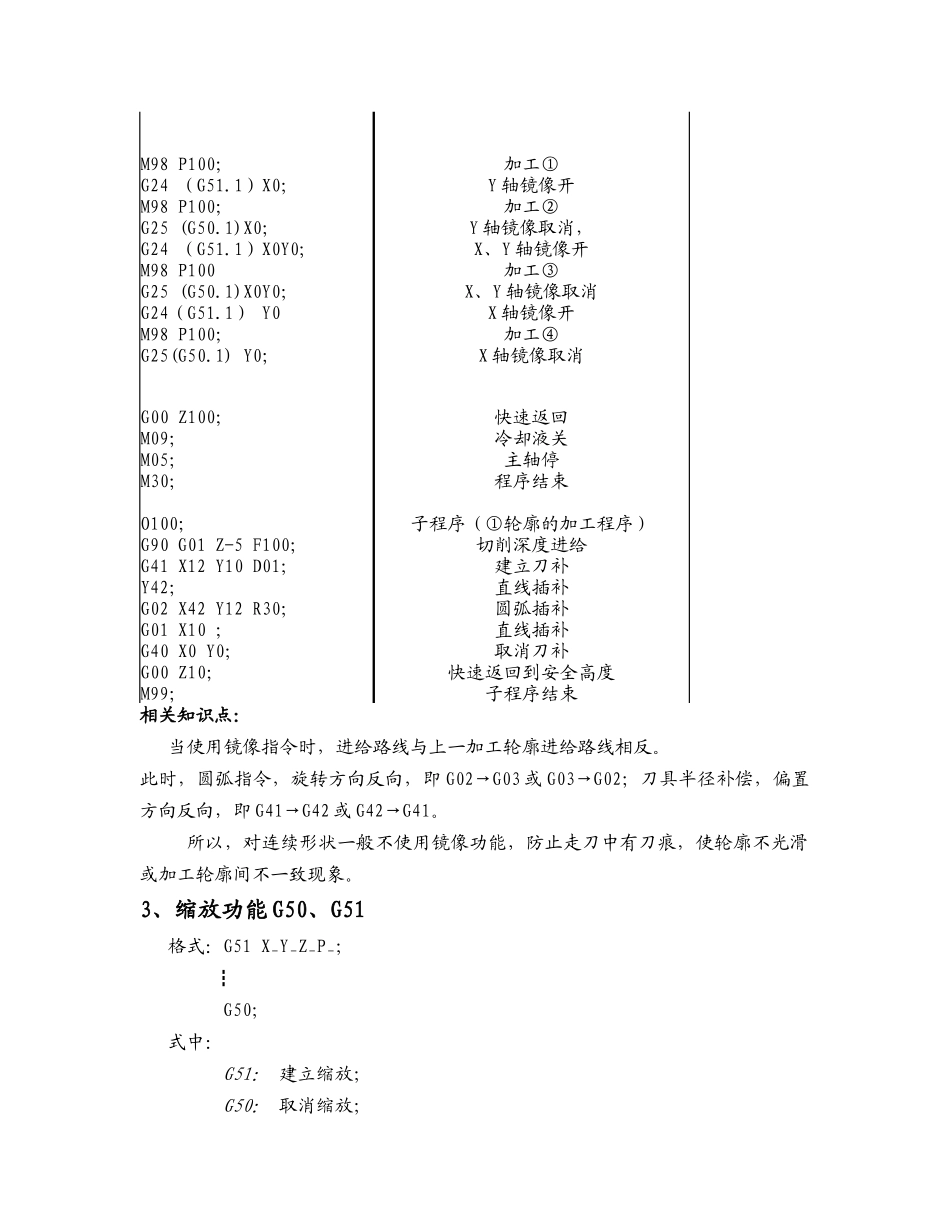
应用举例:使用镜像功能编制如下图所示轮廓的加工程序,已知刀具起点为(0,0,10