層流的溫度梯度< 2300 淤紊流的溫度梯度> 230063 deg
C43 deg
C23 deg
C20 deg
C塑膠 / 金屬的界面水 / 金屬的界面冷卻液冷卻系統1
常用水孔快速接頭的規格與形式(超連結到標準件)2
“O”形環的規格,隔板規格及噴水管的規格(超連結到標準件)3
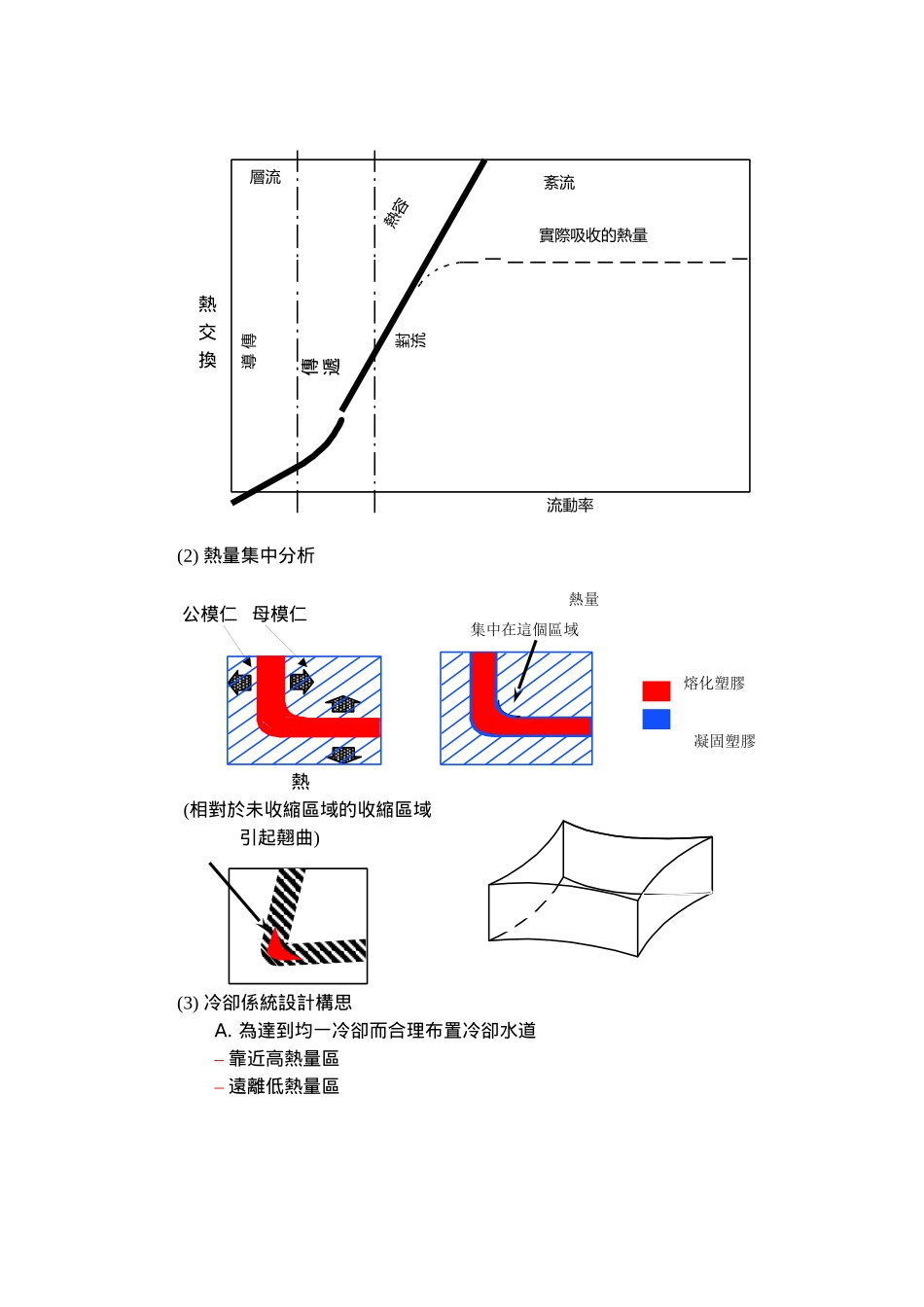
冷卻循環係統的理論分析(1) 在注射成型中的熱傳導過程,溫度梯度及熱量散個失過程曲線圖塑膠紊流實際吸收的熱量流動率熱容傳導對流層流熱量集中在這個區域熔化塑膠凝固塑膠熱交換(2) 熱量集中分析(3) 冷卻係統設計構思A
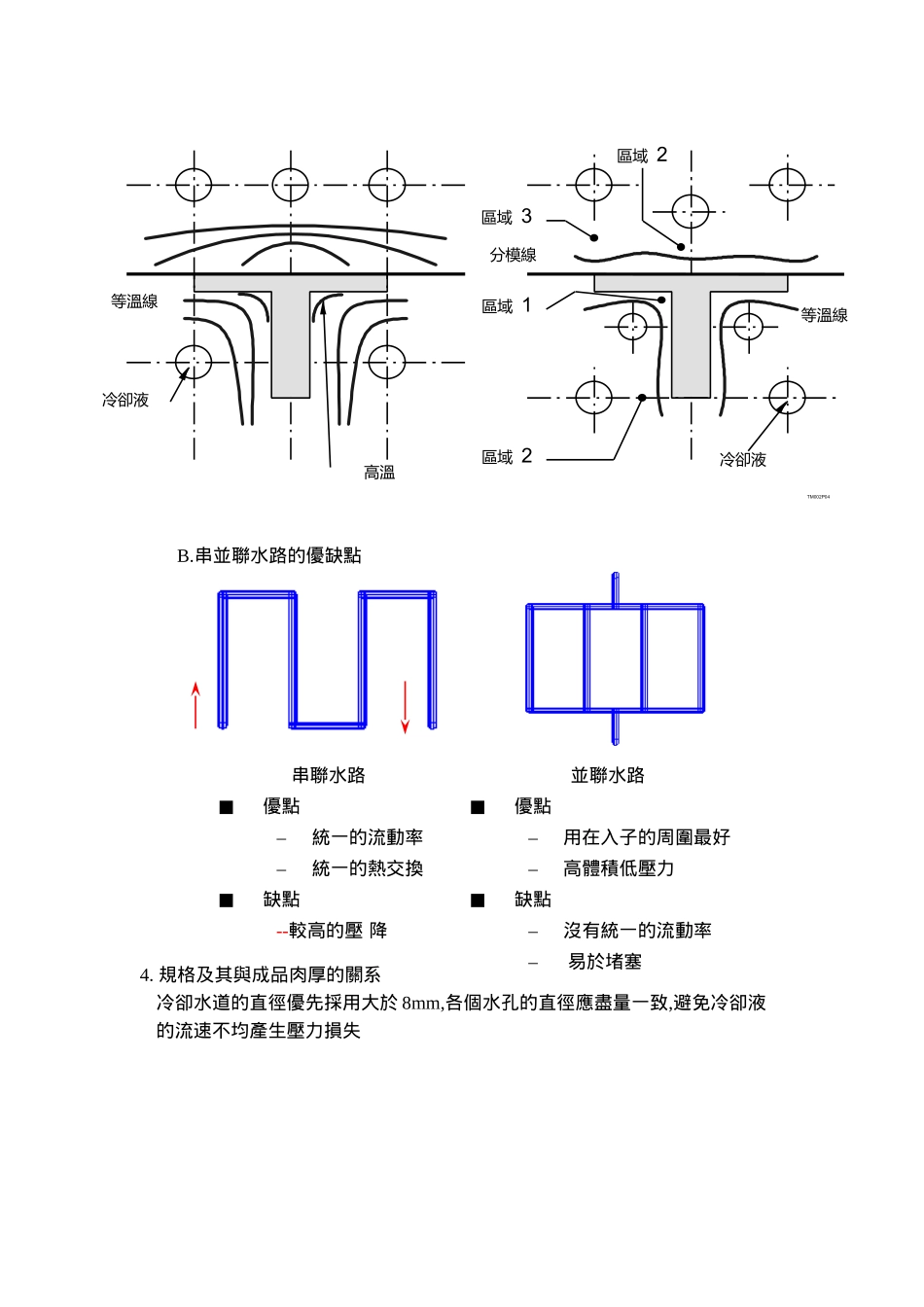
為達到均一冷卻而合理布置冷卻水道– 靠近高熱量區– 遠離低熱量區 傳遞公模仁 母模仁熱(相對於未收縮區域的收縮區域 引起翹曲)分模線高溫等溫線冷卻液區域 3區域 1區域 2冷卻液等溫線區域 2TM002P04B
串並聯水路的優缺點 4
規格及其與成品肉厚的關系冷卻水道的直徑優先採用大於 8mm,各個水孔的直徑應盡量一致,避免冷卻液的流速不均產生壓力損失串聯水路優點–統一的流動率–統一的熱交換缺點-- 較高的壓 降並聯水路優點–用在入子的周圍最好–高體積低壓力缺點–沒有統一的流動率– 易於堵塞應保證 S1,S2,S3 的截面積約相等5
模具中冷卻系統循環要求(1) 對於中大型模具,進出水口的溫差很大會影響冷卻效果
從冷卻均勻性考慮,進出口溫差一般控制在 5`℃ 以下;對於精密成型模具,則要控制在2~3℃以下,水孔長度在 1
5mm 以下
(2) 常用模具材料的導熱係數,比熱及密度(係數越大,則從熔融塑料上吸收熱量越快,冷卻越快6
水路的排布及冷卻形式(1) 採用模板循環水路直接冷卻形式(2) 採用模仁循環水路直接冷卻形式(3) 採用模板模仁聯合循環水路冷卻形式 (4) 局部型芯和鑲件的冷卻形式(5) 斜銷中水路的冷卻形式 (6) 滑塊中水路的