现场 IE 改善技术案例分析------- 生产线平衡改善案例 生产线平衡率的计算1 、生产平衡性的定义: 平衡性是指构成生产线的各工序所需时间的均衡状态2 、生产平衡性差的后果: 平衡性越差,伴随相应的半成品的滞留和等待时间、 作业员的等待时间的就越长;相应的生产周期也就 越长;生产效率就越低
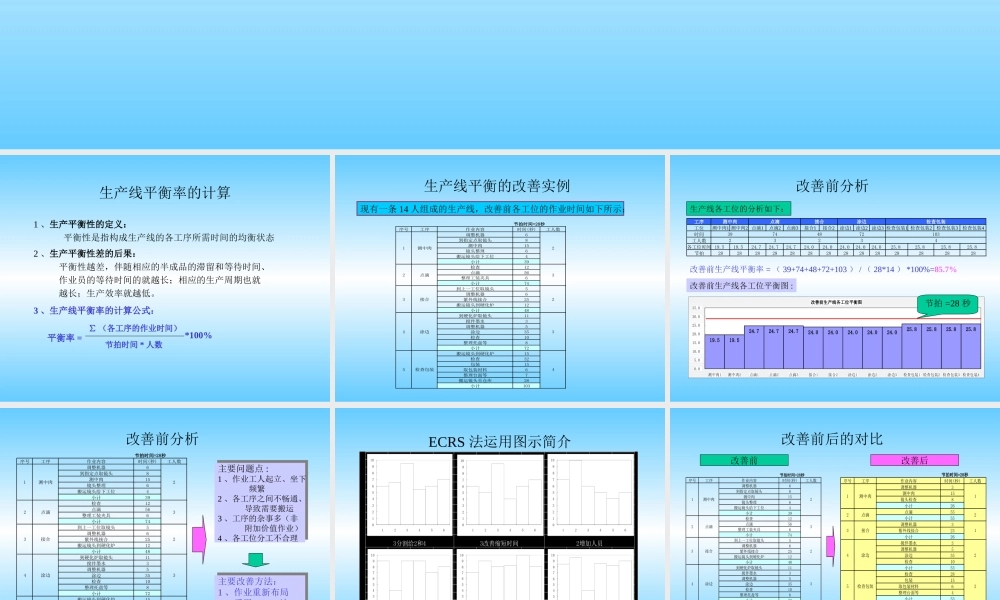
3 、生产线平衡率的计算公式:平衡率 =∑ (各工序的作业时间)节拍时间 * 人数*100% 生产线平衡的改善实例现有一条 14 人组成的生产线,改善前各工位的作业时间如下所示:节拍时间=28秒序号工序作业内容时间(秒)工人数调整机器6到指定点取镜头8测中肉15镜头整理6搬运镜头给下工位4小计39检查12点滴56整理工装夹具6小计74到上一工位取镜头5调整机器6紫外线接合25搬运镜头到硬化炉12小计48到硬化炉取镜头11搅伴墨水3调整机器5涂边35检查10整理托盘等8小计72搬运镜头到硬化炉15检查32包装15取包装材料6整理台面等7搬运镜头至仓库28小计103523234检查包装3接合涂边42点滴1测中肉 改善前分析生产线各工位的分析如下:工序工位测中肉1 测中肉2 点滴1点滴2点滴3接合1接合2涂边1涂边2涂边3 检查包装1 检查包装2检查包装3检查包装4时间工人数各工位时间 19
8节拍2828282828282828282828282828检查包装1034接合248涂边723测中肉392点滴374改善前生产线平衡率 = ( 39+74+48+72+103 ) / ( 28*14 ) *100%=85
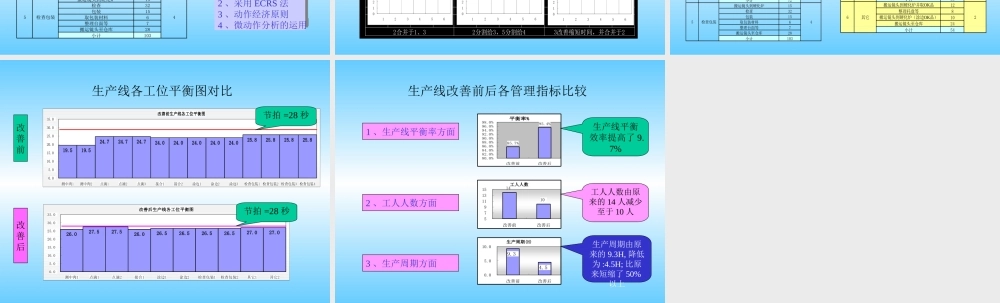
7%改善前生产线各工位平衡图 :改善前生产线各工位平衡图19