页数1 / 5包装操作工艺指导书 编号VWI6
3-15产品编号生效日2011-11-2版本A/1履 历 表版数变更时间变更理由作成审核批准A/12011-11-2格式变更1
目的指导工人正确完成对成品的包装操作,以及确保操作安全及包装质量2
适用范围 所有成品的包装操作流程指导3
产品编号5g 冲压件10g 冲压件VSA080/081(钢制挂钩式平衡块,钢毂,涂层)VSK080/081(钢制挂钩式平衡块,钢毂,涂层)页数2 / 5包装操作工艺指导书 编号VWI6
3-15产品编号生效日2011-11-2版本A/1VSK090/091(钢制挂钩式平衡块,铝毂,涂层)VZK030(锌制挂钩式平衡块,钢毂,涂层)VZK040(锌制挂钩式平衡块,铝毂,涂层)4
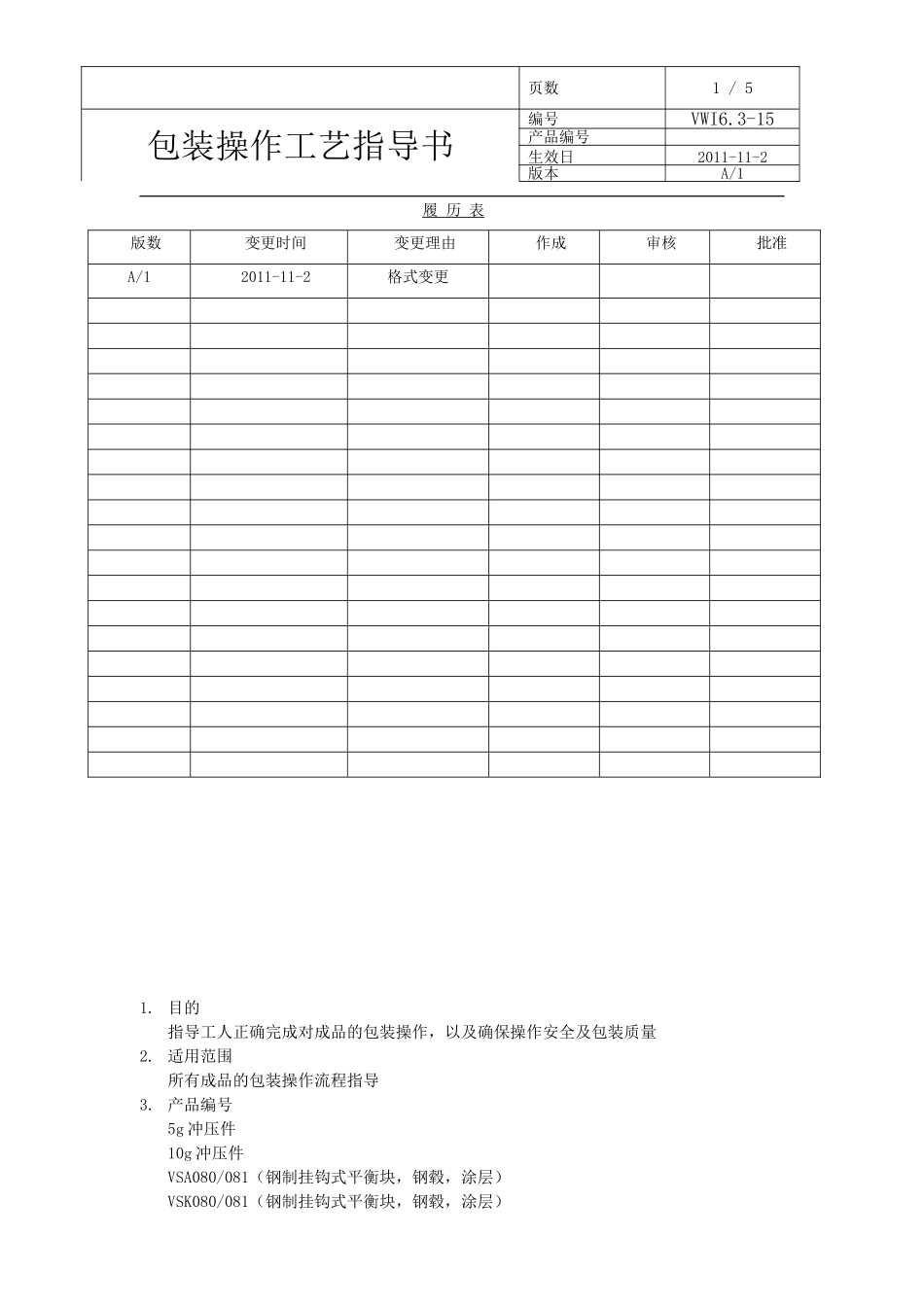
操作内容及流程№步骤规范要求图示15g/10g 冲压件1.双层托盘,托盘铺上缠绕膜2.PE 袋摆放正中,袋口扎紧3.加纸护脚,四条钢带捆紧4.整个托盘加缠绕膜,放上出货单5.814
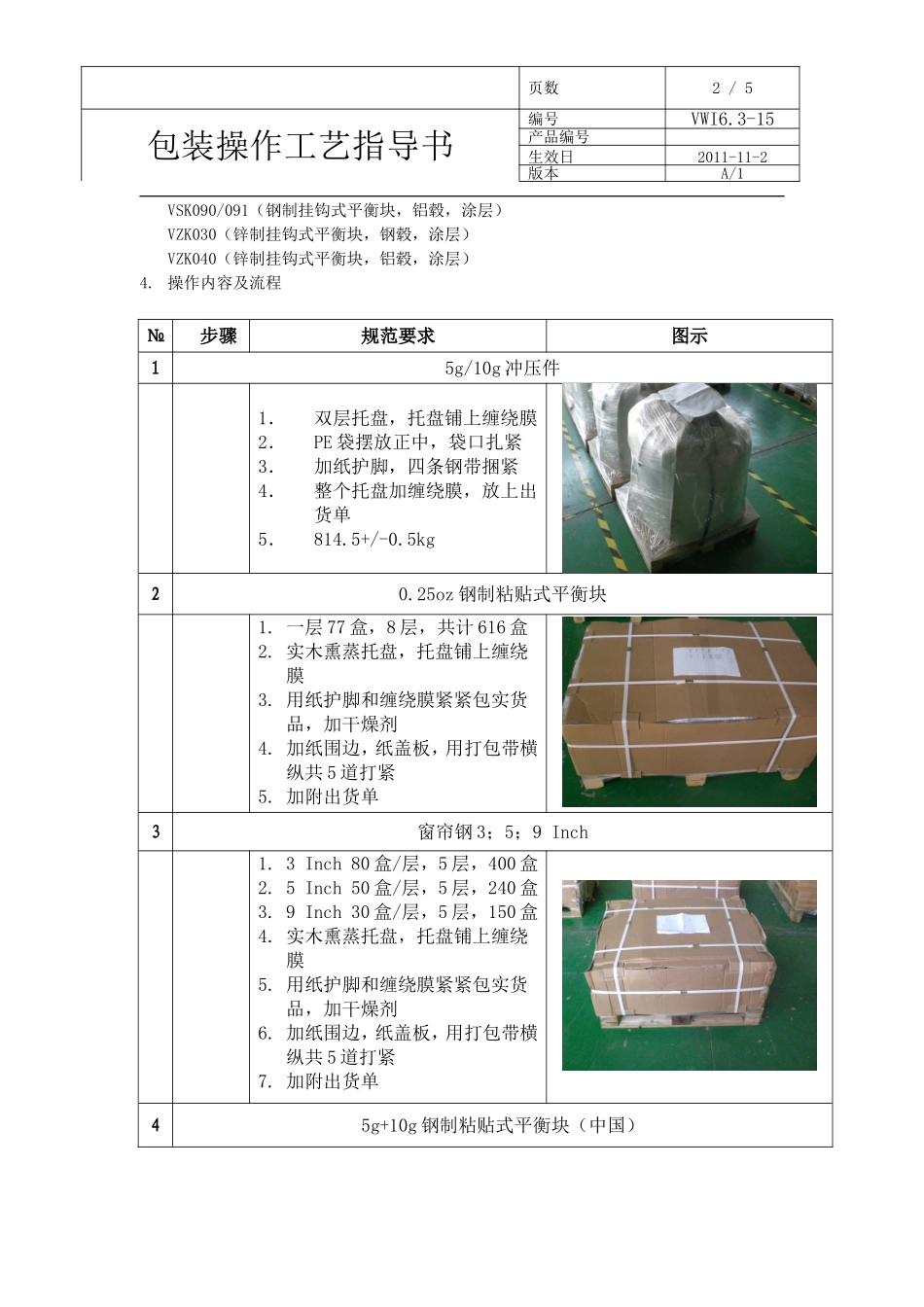
25oz 钢制粘贴式平衡块1
一层 77 盒,8 层,共计 616 盒2
实木熏蒸托盘,托盘铺上缠绕膜3
用纸护脚和缠绕膜紧紧包实货品,加干燥剂 4
加纸围边,纸盖板,用打包带横纵共 5 道打紧5
加附出货单3窗帘钢 3;5;9 Inch1
3 Inch 80 盒/层,5 层,400 盒2
5 Inch 50 盒/层,5 层,240 盒3
9 Inch 30 盒/层,5 层,150 盒4
实木熏蒸托盘,托盘铺上缠绕膜5
用纸护脚和缠绕膜紧紧包实货品,加干燥剂 6
加纸围边,纸盖板,用打包带横纵共 5 道打紧7
加附出货单45g+10g 钢制粘贴式平衡块(中国)页数3 / 5包装操作工艺指导书 编号VWI6
3-15产品编号生效日2011-11-2版本A/11
注意区分不同的产品说明2