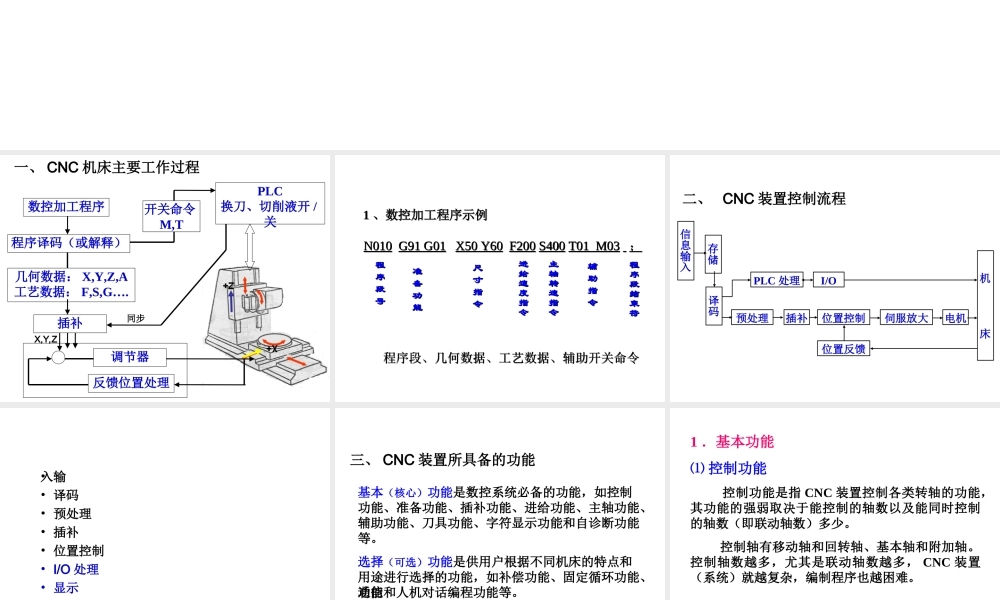
第三章 CNC 装置及其接口 数控加工程序程序译码(或解释)几何数据: X,Y,Z,A工艺数据: F,S,G…
插补调节器反馈位置处理开关命令M,TPLC换刀、切削液开 /关同步X,Y,Z一、 CNC 机床主要工作过程 11 、数控加工程序示例、数控加工程序示例N010N010 G91 G01G91 G01 X50 Y60X50 Y60 F200F200 S400S400 T01 M03T01 M03 ;;程程序序段段号号准准备备功功能能尺尺寸寸指指令令进进给给速速度度指指令令主主轴轴转转速速指指令令辅辅助助指指令令程程序序段段结结束束符符程序段、几何数据、工艺数据、辅助开关命令程序段、几何数据、工艺数据、辅助开关命令 存储信息输入译码预处理插补位置控制位置反馈伺服放大PLC 处理I/O电机机 床二、 CNC 装置控制流程 • 输入• 译码• 预处理• 插补• 位置控制• I/O 处理• 显示• 诊断 三、 CNC 装置所具备的功能基本(核心)功能是数控系统必备的功能,如控制功能、准备功能、插补功能、进给功能、主轴功能、辅助功能、刀具功能、字符显示功能和自诊断功能等
选择(可选)功能是供用户根据不同机床的特点和用途进行选择的功能,如补偿功能、固定循环功能、通信功能和人机对话编程功能等
1 .基本功能⑴ 控制功能 控制功能是指 CNC 装置控制各类转轴的功能,其功能的强弱取决于能控制的轴数以及能同时控制的轴数(即联动轴数)多少
控制轴有移动轴和回转轴、基本轴和附加轴
控制轴数越多,尤其是联动轴数越多, CNC 装置(系统)就越复杂,编制程序也越困难
⑵ 准备功能 准备功能也称 G 功能,用来指定机床的动作方式,包括基本移动、程序暂停、平面选择、坐标设定、刀具补偿、基准点返回、固定循环、公英制转换等指令
它用字母 G 和其后的两位数字表示
G00 至 G99 ,不同数控