管材加工工艺方法比较一、管材分类管材:用轧制、挤压、拉拔、锻造、焊接等方法生产圆形和各种异形断面的中空材
(一)按用途分类:根据不同的用途,一般分为以下几大类:1
管线管,流体和粒状固体的输送管道;2
热交换用管,通过管壁进行内外热交换,如锅炉管、化工用管等;3
石油地质用管,如石油、天然气和地质的钻采用管、石油钻井的套管和油管等;4
结构用管,制作各种机器零件、各种机械架体和构筑物件等;5
其它,如电缆用管、高压容器用管等
(二)按管材外径与壁厚之比 D/S 分:有特厚管(D/S〈10)、厚壁管(D/S=10〜20)、薄壁管(D/S=20〜40)、极薄壁管(D/S〉40)
(三)按生产方法分:管材的按生产方法可分为热轧无缝管、热挤压管、焊接管以及冷加工管等
无缝钢管大都由热轧方法生产,有色金属管和低塑性高合金管主要用热挤压生产
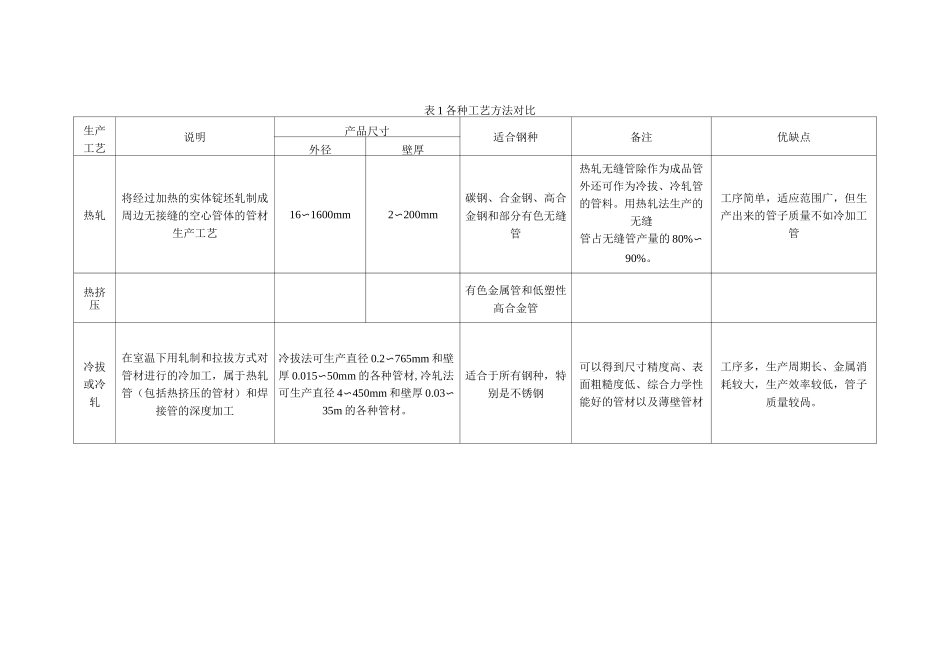
表 1 各种工艺方法对比生产工艺说明产品尺寸适合钢种备注优缺点外径壁厚热轧将经过加热的实体锭坯轧制成周边无接缝的空心管体的管材生产工艺16〜1600mm2〜200mm碳钢、合金钢、高合金钢和部分有色无缝管热轧无缝管除作为成品管外还可作为冷拔、冷轧管的管料
用热轧法生产的无缝管占无缝管产量的 80%〜90%
工序简单,适应范围广,但生产出来的管子质量不如冷加工管热挤压有色金属管和低塑性高合金管冷拔或冷轧在室温下用轧制和拉拔方式对管材进行的冷加工,属于热轧管(包括热挤压的管材)和焊接管的深度加工冷拔法可生产直径 0
2〜765mm 和壁厚 0
015〜50mm 的各种管材,冷轧法可生产直径 4〜450mm 和壁厚 0
03〜35m 的各种管材
适合于所有钢种,特别是不锈钢可以得到尺寸精度高、表面粗糙度低、综合力学性能好的管材以及薄壁管材工序多,生产周期长、金属消耗较大,生产效率较低,管子质量较咼
二、各种生产方法介绍(一)热轧管1.简介热轧无