船用柴油机活塞校中第十二节
柴油机活塞校中1 范围本文件给出了船用柴油机活塞运动部件在气缸中校中方法和技术要求
本文件适用于船用柴油机十字头式和筒形活塞运动部件的校中
2 校中工艺程序和要求2
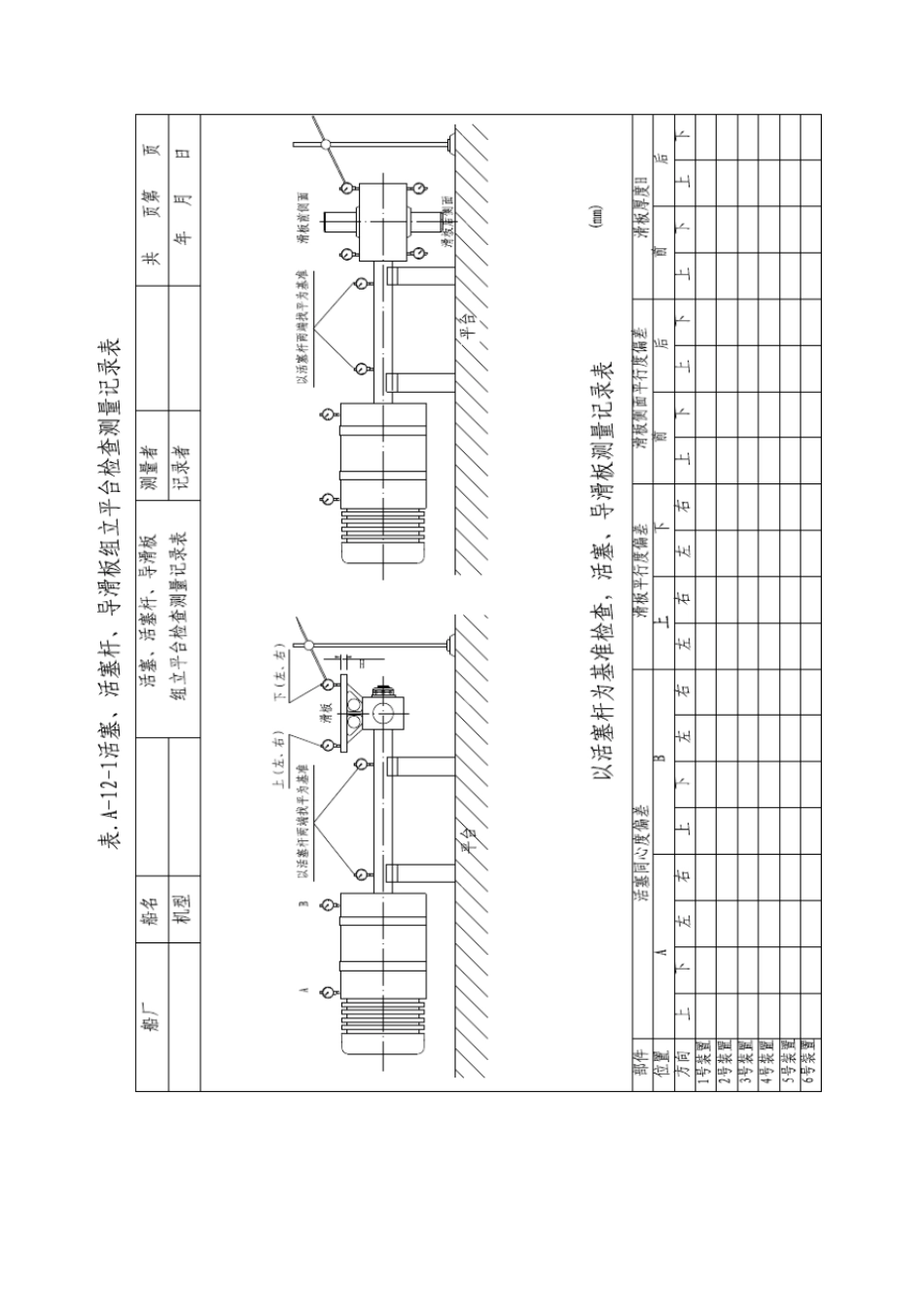
1活塞运动部件中的各零件和部件均应在车间平台上经过检验合格,记录在表A-12-1 中,其结果应符合下列要求:a)活塞裙外圆对活塞杆的同轴度不大于0
10mm;b)滑块工作面对活塞中心线的平行度每M长不大于 0
10mm;c)滑块两侧面对活塞杆中心线的平行度,每M长不大于 0
15mm;d)十字头销颈中心线对活塞杆中心线的垂直度,每M长不大于 0
05mm;e) 十字头式连杆装配后,在平台上垂直状态测量时,连杆大小端轴承孔两中心线的平行度每M长不大于 0
2在未装活塞环的条件下将活塞运动部件吊入柴油机气缸套中,对于十字头式柴油机,应将连杆大端轴承、滑块和导板按规定装配完毕,转动曲轴,一般使活塞置于上死点及下死点位置,测量缸套与活塞间的间隙
测量时用千斤顶将十字头滑块压在正车导板上,或转车至于死点后及下死点前15° 左右, 用0
05mm 塞尺无法插入
在每一位置用塞尺在活塞头和裙部及滑板的前、后、左、右进行测量,把测得的数据记入表格A-12-2 中
对于筒形活塞因在柴油机运转时其左右方向起着承受侧向力的作用,故只需测量活塞在上、下死点时,活塞头和裙部与缸套在前、后方向上的间隙
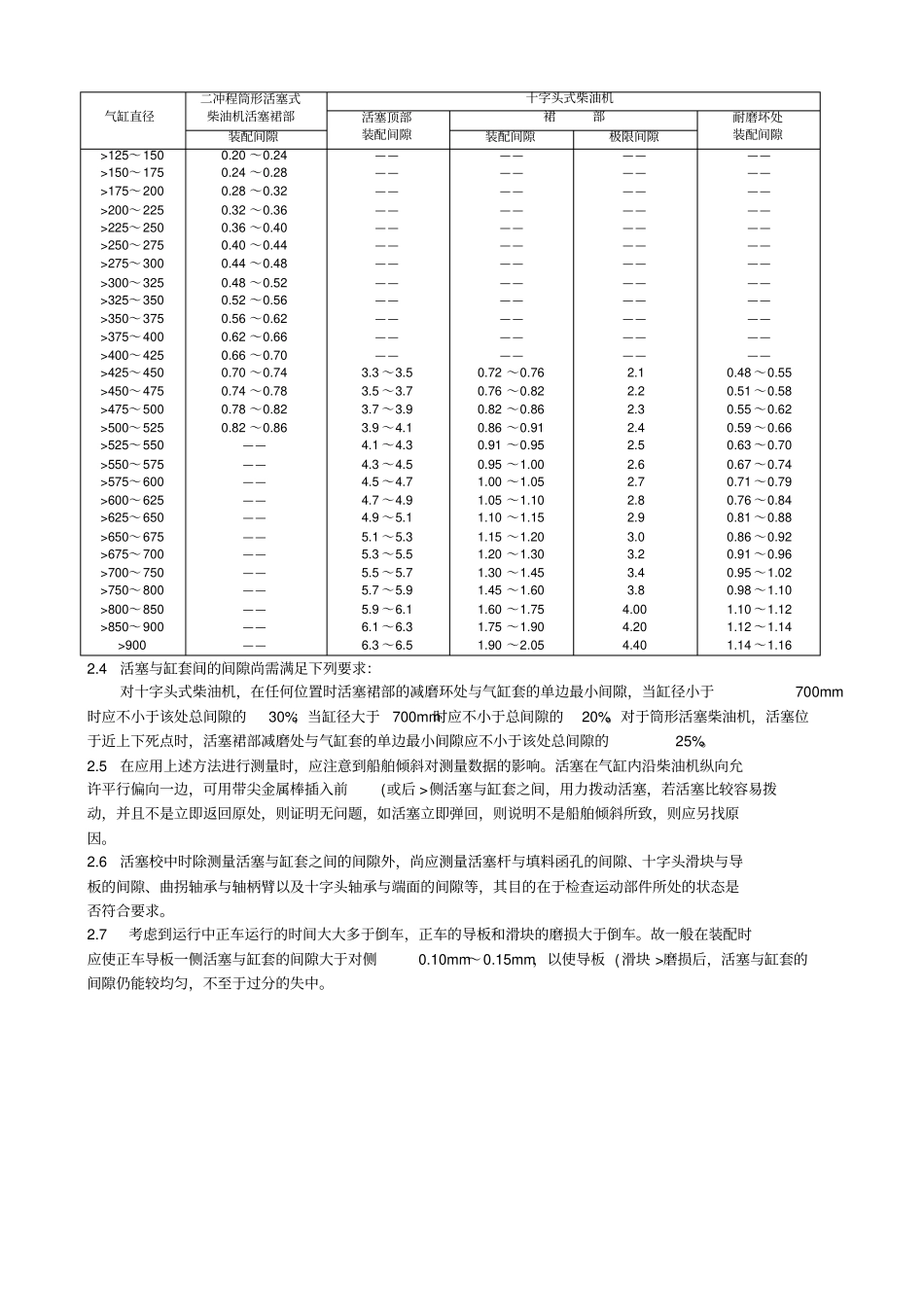
3活塞与缸套之间的间隙,可参照表1 的要求
表1 单位为毫 M 气缸直径四冲程筒形活塞式柴油机铸铁及铝合金活塞顶部间隙活塞裙部顶部有冷却顶部无冷却铸铁活塞装配间隙铸铁活塞极限间隙铝活塞装配间隙铝活塞极限间隙75~100 >100~125 >125~150 >150~175 >175~200 >200~225 >225~250 >250~275 >275~300 >300~325