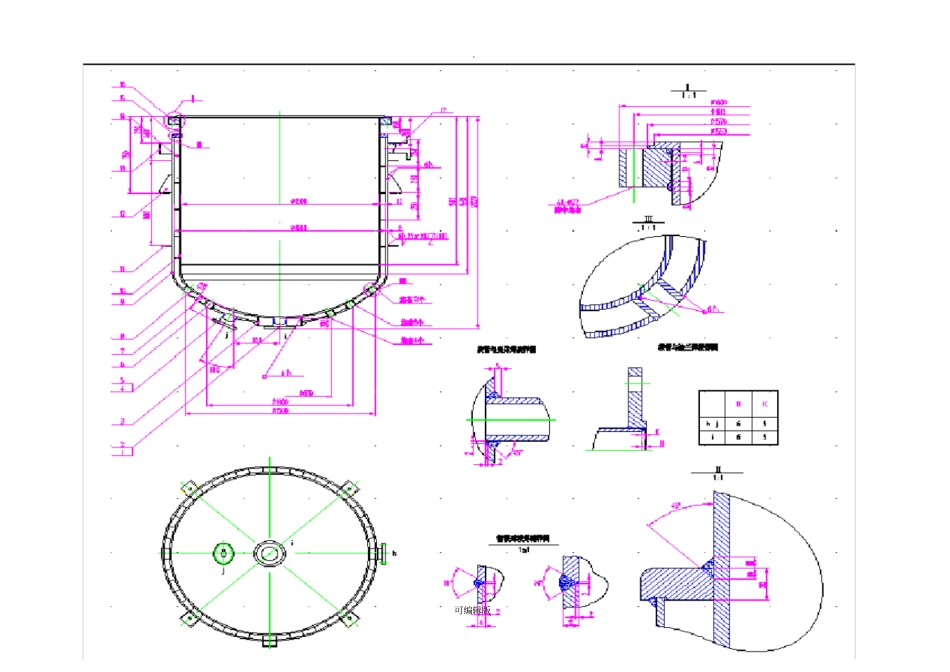
可编辑版焊接工艺课程设计任务书题目: ZY-1 型反应釜的焊接工艺制定材料: 16MnR 焊接方法: CO2 气体保护焊要求:1、看懂图纸2、根据相关标准画出焊缝布置图,并标注焊缝类别3、制定焊接工艺总则4、设计焊接工艺卡5、重要的焊缝制定相应的焊接工艺卡6、工艺卡中应标明焊接检验的方法及标准
可编辑版学生:班级:指导教师:
可编辑版16MnR 的焊接性分析:16MnR 的成分:名称CSiMnPSAiNiCr含量0
017热裂纹: 16MnR 是普通低合金钢,是锅炉压力容器专用钢,锅炉压力容器的常用材料
它的强度较高、塑韧性零号
常见交货状态为热轧或正火
属低合金高强度钢,含Mn 量较低
16MNR 作为压力容器用钢, S,P 含量比 16Mn 要少一些
含碳量比较低,且Mn/S比较高,正常情况下不会出现热裂纹,但材质成分不合格或者因严重偏析使局部C、 S含量偏高时,可能会出现热裂纹
解决措施是: 工艺上尽量减小熔合比,选择焊材是采用低碳焊丝H03MnTi 和含 Si02 较低的焊剂(本次CO2 保护焊不需要焊剂) ,以此降低焊缝中的含碳量,从而解决热裂纹的问题
冷裂纹: 钢种的淬硬倾向、含氢量和拘束应力是焊接时产生冷裂纹的三大主要因素
下面也从这三方面分析16MnR的冷裂纹倾向
1、 淬硬倾向:16MnR 的碳当量计算:CE=C+1/6Mn+1/15Cu+1/15Ni+1/5Cr+1/5Mo+1/5V=0
15+1/6 x1
38 +1/15 x0
01+1/5 x0
0007+0
0034=0
3841碳当量 CE=0