1欢迎下载焊 接工艺指导书Welding Procedure Specification(WPS)MMMM
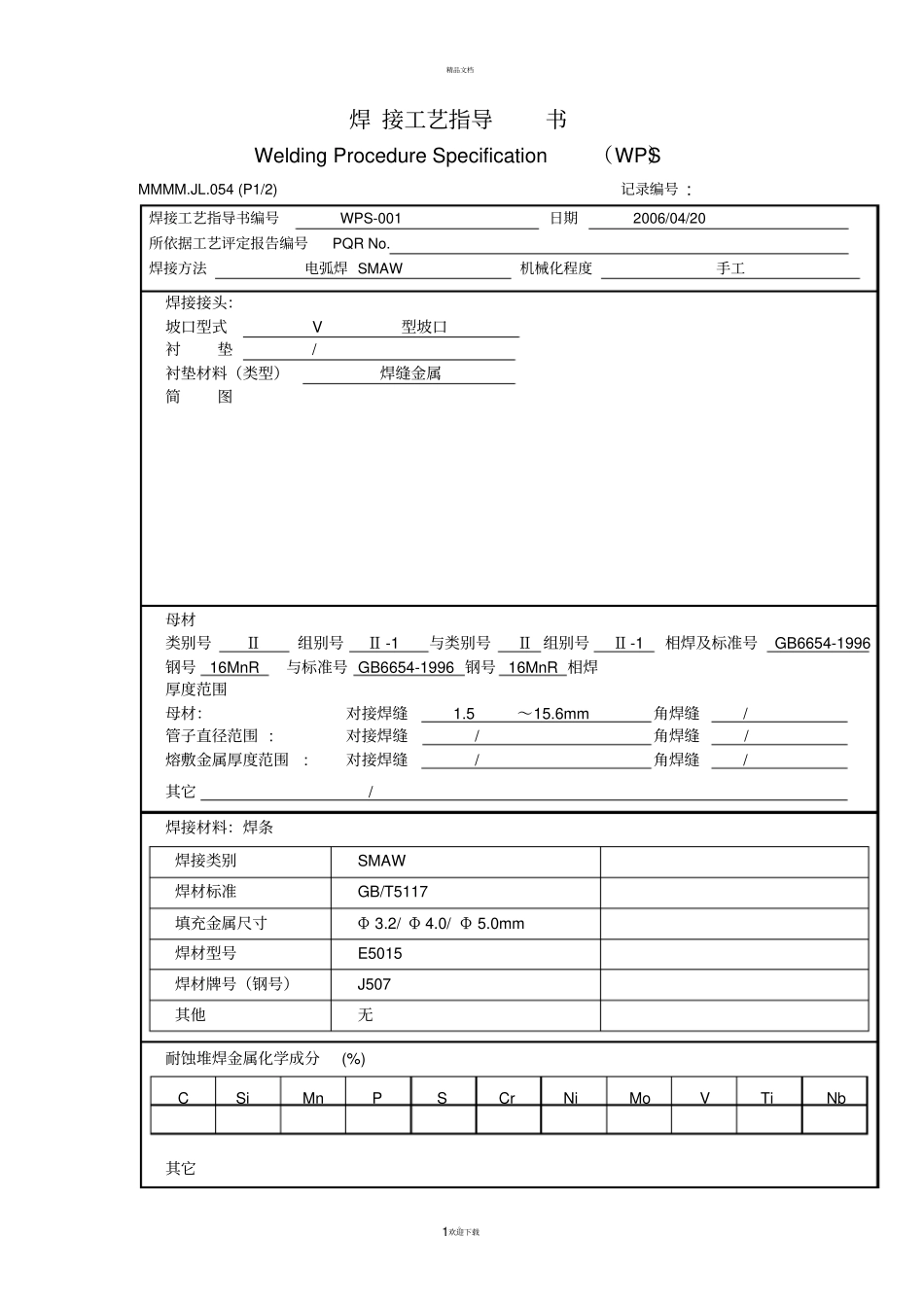
054 (P1/2) 记录编号 : 焊接工艺指导书编号 WPS-001 日期 2006/04/20 所依据工艺评定报告编号PQR No
焊接方法电弧焊 SMAW 机械化程度手工焊接接头:坡口型式 V型坡口衬垫 / 衬垫材料(类型)焊缝金属简图母材类别号Ⅱ组别号Ⅱ -1 与类别号Ⅱ 组别号Ⅱ-1 相焊及标准号 GB6654-1996钢号 16MnR 与标准号 GB6654-1996 钢号 16MnR 相焊厚度范围母材:对接焊缝 1
6mm 角焊缝 / 管子直径范围 : 对接焊缝 / 角焊缝 / 熔敷金属厚度范围: 对接焊缝 / 角焊缝 / 其它 / 焊接材料:焊条焊接类别SMAW 焊材标准GB/T5117 填充金属尺寸Φ 3
2/ Φ 4
0/ Φ 5
0mm 焊材型号E5015 焊材牌号(钢号)J507 其他无耐蚀堆焊金属化学成分 (%) C Si Mn P S Cr Ni Mo V Ti Nb 其它精品文档
2欢迎下载MMMM
054 (P2/2)记录编号 :WPS-001 Rev
1 焊接位置对接焊缝位置平焊接方向 / 角焊缝位置 / 焊接方向 / 焊后热处理温度范围 ( ℃) / 时间范围 (h) / 保护气气体种类混合比流量L/min 保护气 / / / 尾部保护气 / / / 背面保护气 / / / 预热:最低预热温度 / 层 间 温 度≤250℃保持预热时间 / 加 热 方 式 / 电特性电流种类:交流极性:焊接电流范围(A):电弧电压( V):焊道 / 焊层焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min) 线能量(KJ/cm) 牌号直径极性电流 (A) 正面 1 SMAW J507Φ 3
2交流110~14