冲压件表面缺陷的检查与判定在冲压生产过程中,由于多种原因会在冲压件表面上造成一些坑、包、划伤、裂纹、、褶皱、拉延压痕等等各种缺陷
由于冲压件的坑、包缺陷属于常见缺陷并且不容易检查出来,所以必须采取相关的方法进行检查
下面我们就介绍一下各类坑、包的检查方法
一、冲压件坑、包的检查1、目视检查:就是通过人的双眼直接发现坑的位置及类型,这种检查方法容易、快捷,需要有丰富的实际生产经验
通常的做法是利用充足的光线,采取一定的角度,对冲压件各个部位进行仔细观察
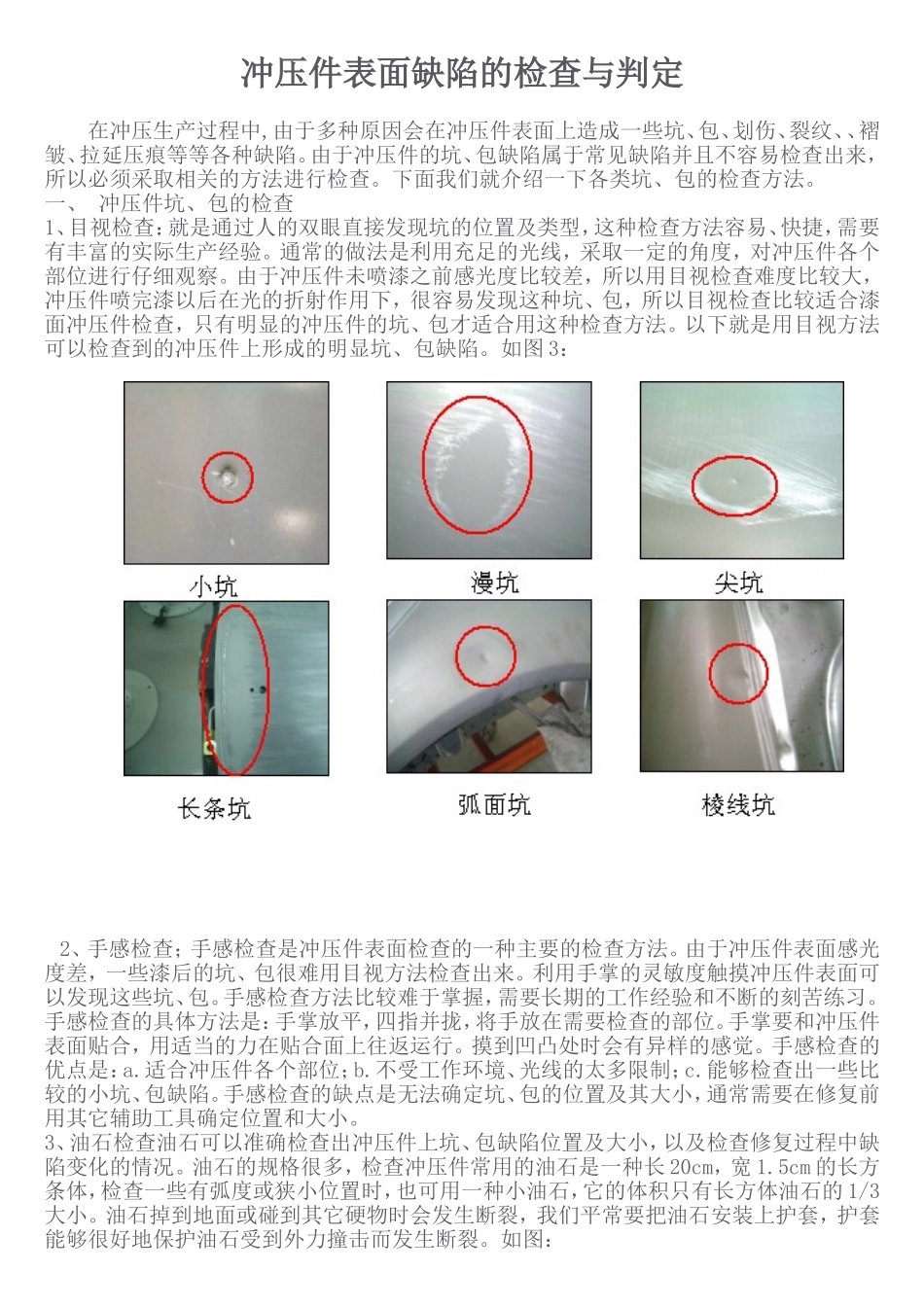
由于冲压件未喷漆之前感光度比较差,所以用目视检查难度比较大,冲压件喷完漆以后在光的折射作用下,很容易发现这种坑、包,所以目视检查比较适合漆面冲压件检查,只有明显的冲压件的坑、包才适合用这种检查方法
以下就是用目视方法可以检查到的冲压件上形成的明显坑、包缺陷
如图3:2、手感检查;手感检查是冲压件表面检查的一种主要的检查方法
由于冲压件表面感光度差,一些漆后的坑、包很难用目视方法检查出来
利用手掌的灵敏度触摸冲压件表面可以发现这些坑、包
手感检查方法比较难于掌握,需要长期的工作经验和不断的刻苦练习
手感检查的具体方法是:手掌放平,四指并拢,将手放在需要检查的部位
手掌要和冲压件表面贴合,用适当的力在贴合面上往返运行
摸到凹凸处时会有异样的感觉
手感检查的优点是:a
适合冲压件各个部位;b
不受工作环境、光线的太多限制;c
能够检查出一些比较的小坑、包缺陷
手感检查的缺点是无法确定坑、包的位置及其大小,通常需要在修复前用其它辅助工具确定位置和大小
3、油石检查油石可以准确检查出冲压件上坑、包缺陷位置及大小,以及检查修复过程中缺陷变化的情况
油石的规格很多,检查冲压件常用的油石是一种长20cm,宽1
5cm的长方条体,检查一些有弧度或狭小位置时,也可用一种小油石,它的体积只有长方体油石的1/3大小
油石掉到地面或碰到其它硬物时会发生