冲压件展开计算方法冲压件是常件的金属件,在冲压前,要对冲压件下料,这时,往往要对冲压件展开计算:190˚无内R轧形展开K值取值标准:a
8mm,K=0
0mm材料展开长度不易准确计算,应先试轧,得出展开系数后再调整展开尺寸
6mm,K=0
5(主要有铝料,铜料)
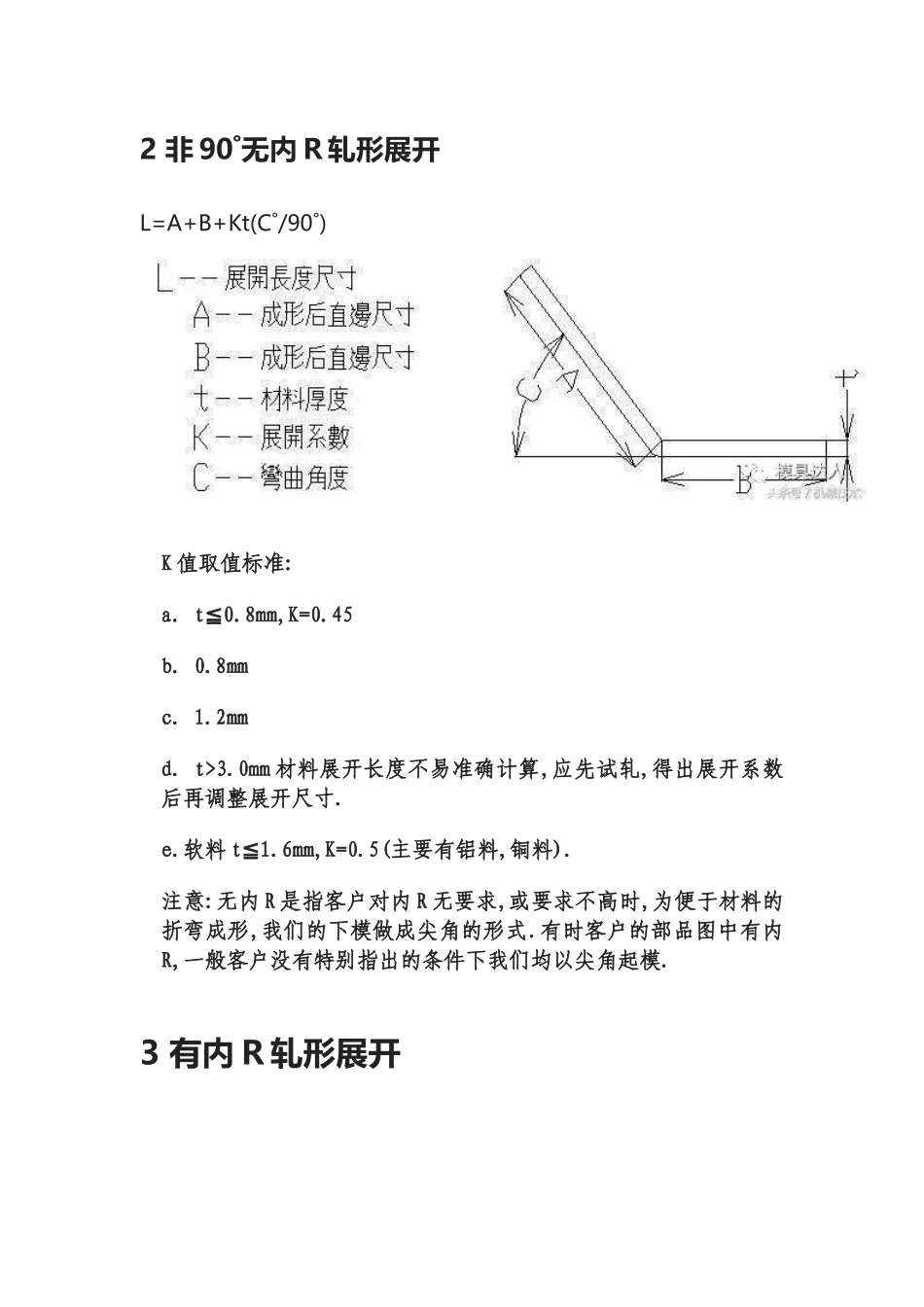
注意:无内R是指客户对内R无要求,或要求不高时,为便于材料的折弯成形,我们的下模做成尖角的形式
有时客户的部品图中有内R,一般客户没有特别指出的条件下我们均以尖角起模
2非90˚无内R轧形展开L=A+B+Kt(C˚/90˚)K值取值标准:a
8mm,K=0
0mm材料展开长度不易准确计算,应先试轧,得出展开系数后再调整展开尺寸
6mm,K=0
5(主要有铝料,铜料)
注意:无内R是指客户对内R无要求,或要求不高时,为便于材料的折弯成形,我们的下模做成尖角的形式
有时客户的部品图中有内R,一般客户没有特别指出的条件下我们均以尖角起模
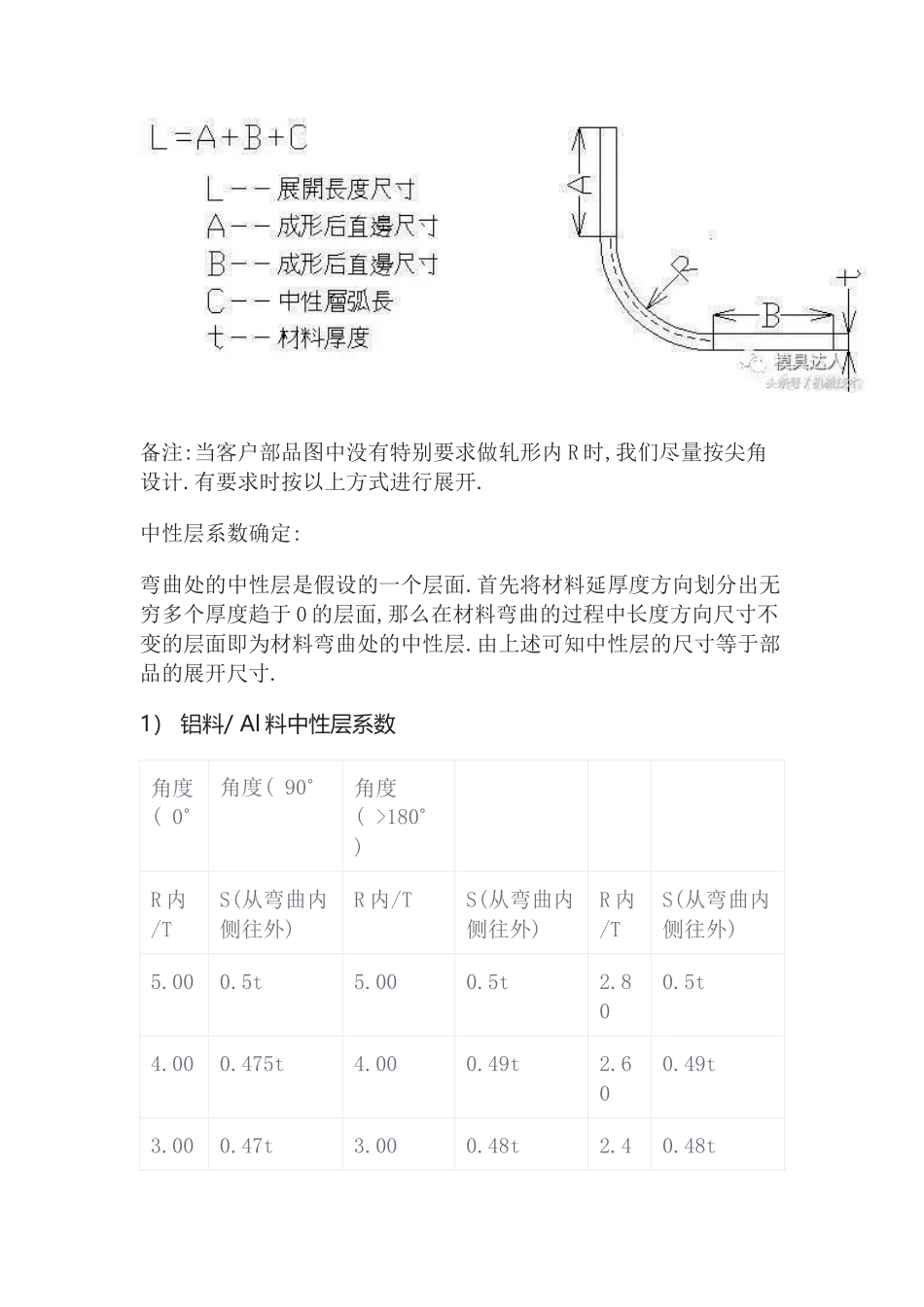
3有内R轧形展开备注:当客户部品图中没有特别要求做轧形内R时,我们尽量按尖角设计
有要求时按以上方式进行展开
中性层系数确定:弯曲处的中性层是假设的一个层面
首先将材料延厚度方向划分出无穷多个厚度趋于0的层面,那么在材料弯曲的过程中长度方向尺寸不变的层面即为材料弯曲处的中性层
由上述可知中性层的尺寸等于部品的展开尺寸
1)铝料/Al料中性层系数角度(0˚角度(90˚角度(>180˚)R内/TS(从弯曲内侧往外)R内/TS(从弯曲内侧往外)R内/TS(从弯曲内侧往外)5