第四章注塑模具课程讲义(编定者:徐彦君)一、注塑模具简介1、注塑成形适用于全部热塑性塑料和部分热固性塑料,模具制造业存在成本高、要求制造周期短、技术性强等特点
2、注塑模具生产过程大至为:塑料制品工艺分析→模具结构设计→模具加工工艺确定→模具零件加工与模具组装→试模3、注塑模具基本结构
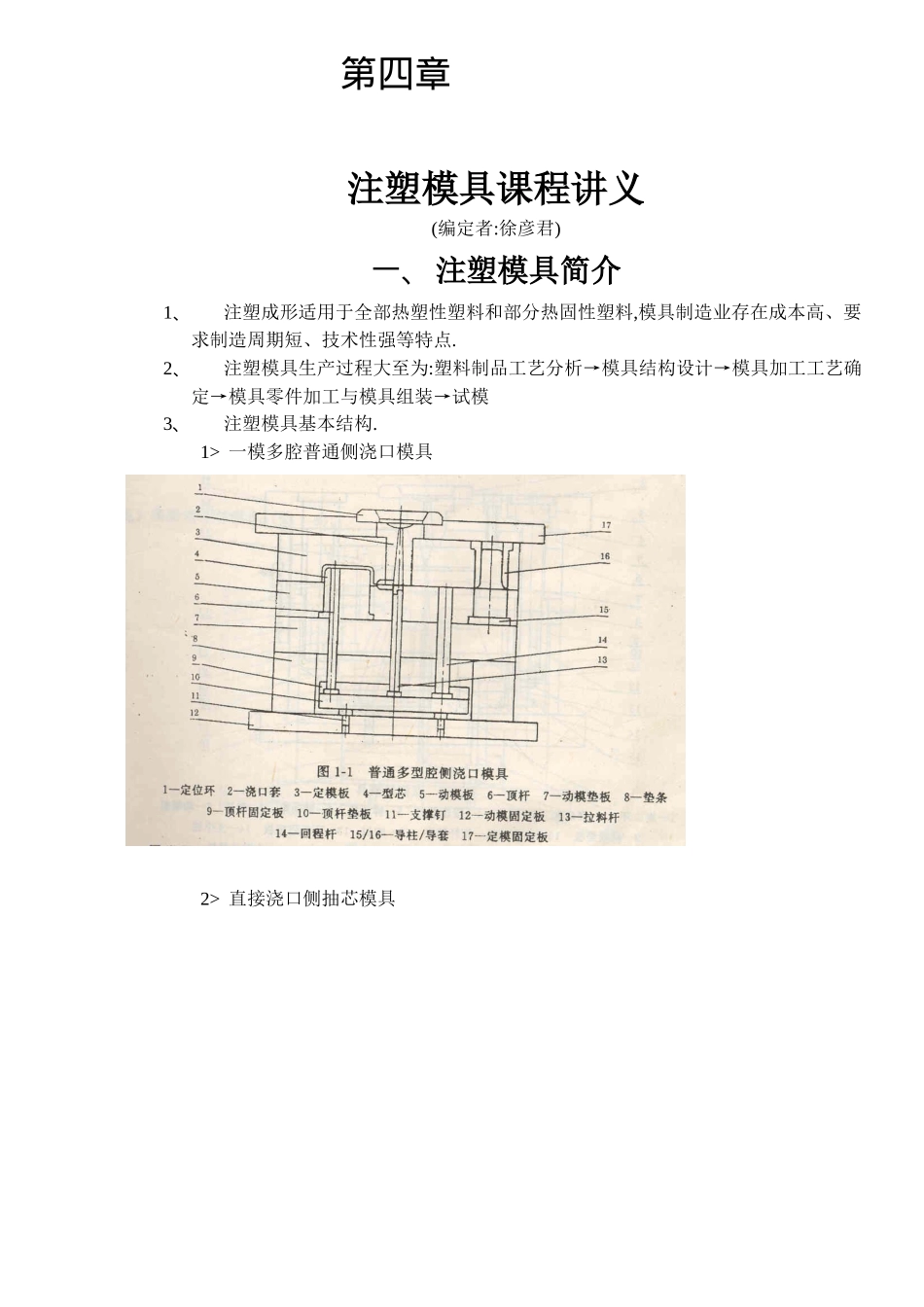
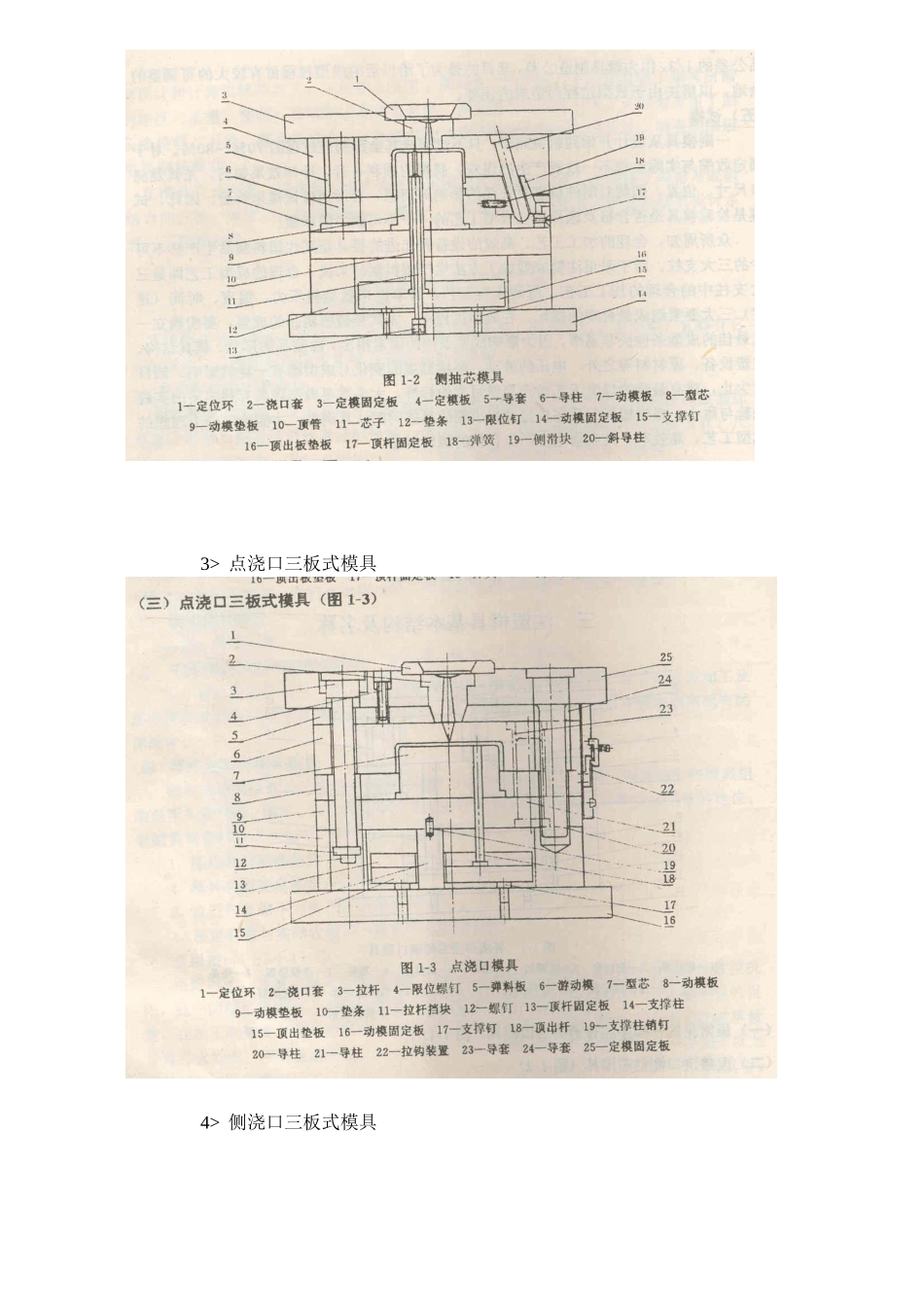
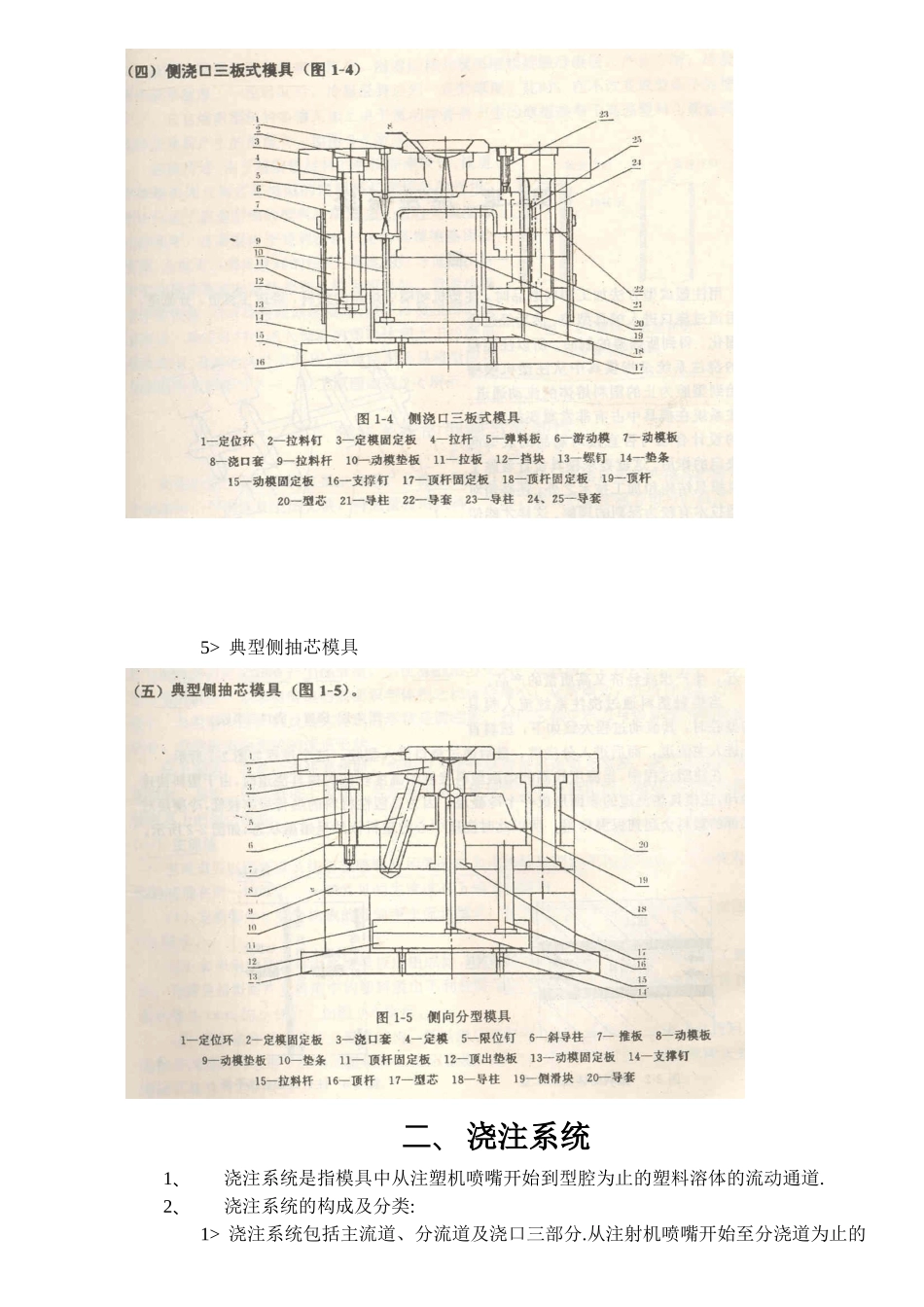
1> 一模多腔普通侧浇口模具2> 直接浇口侧抽芯模具3> 点浇口三板式模具4> 侧浇口三板式模具5> 典型侧抽芯模具二、浇注系统1、浇注系统是指模具中从注塑机喷嘴开始到型腔为止的塑料溶体的流动通道
2、浇注系统的构成及分类:1> 浇注系统包括主流道、分流道及浇口三部分
从注射机喷嘴开始至分浇道为止的通道为主流道;从主浇道末端开始到浇口为止的通道为分流道;从分流道到型腔的最后一道通道为浇口
2> 目前模具制造中使用较多的几种浇口型式有:a> 直接浇口b> 侧浇口(惯称大水口)c> 潜伏式浇口(有潜公模、潜母模、潜顶针等) d> 点浇口(惯称细水口)3、浇口平衡问题是当有两个以上型腔的模具为保持各个型腔塑料填充时间相等而必须面对的问题
一般有以下两种方法解决
1> 改变浇口尺寸以达平衡;2> 使各个型腔距主流道距离均等以达到平衡
三、顶出系统1、定义:判品在模具中经过冷却固化之后,将其从模具的一侧中推顶出来的装置即是顶出系统
2、顶出装置的分类:a>按顶出形式分有:1> 一次顶出2> 两次顶出3> 定模顶出 b>按顶出组件分有:1> 圆顶针顶出2> 扁顶针顶出3> 司筒(顶管)顶出4> 顶块顶出5> 推板顶出6> 气体顶出四、冷却系统1、定义:模具中帮助制品冷却固化,及保持模具一定温度的结构装置即为冷却系统
2、冷却系统的设置应考虑以下几点原则:1> 在保证模具足够强度的前提下,冷却水道尽可能设在靠近型腔(型芯)表面(15-20mm);2> 冷却水道应安排得尽量均匀一致;3> 对于中、大型模