设计理想的晶圆凸起网板印刷工艺目前,业界有几种技术可用于在晶圆的焊垫上涂敷焊料混合物,这种技术被称之为晶圆凸起工艺
采用网板印刷进行晶圆凸起加工,作为一种可节省成本的大批量生产方案,而广受欢迎
但随着 I/O 数目增加和间距不断缩小,这种使用网板在焊点上印刷焊膏的方法变得更有挑战性,与之匹配的工艺设计水准要求也大大提高
为何采用网板印刷方法
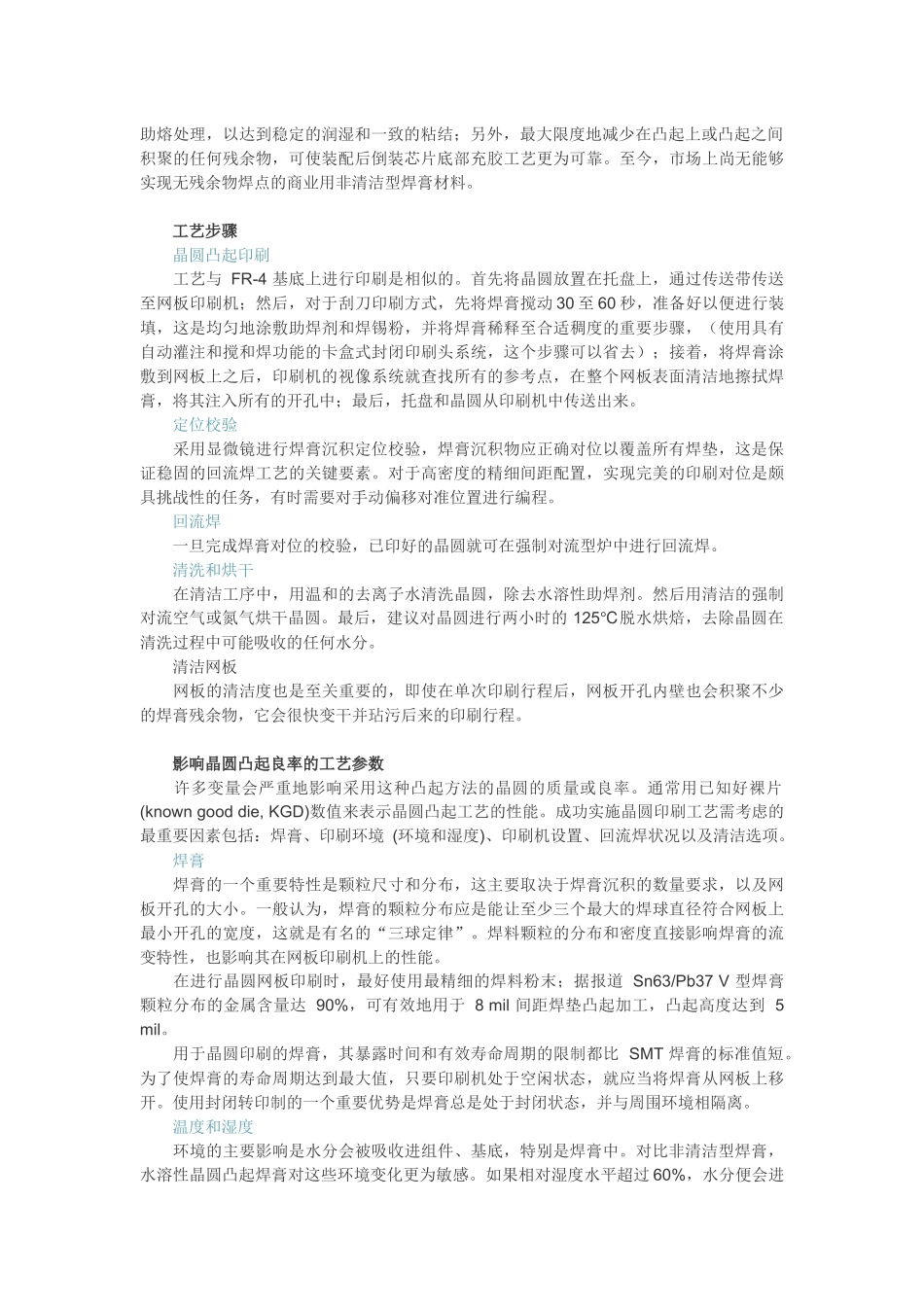
业界三种最著名的晶圆凸起方法—网板印刷、蒸发及溅射或电镀,各有其优缺点(表一)
选择何种方法,除了需要考虑公司的工艺路线图,更重要的是需要考虑众多的参数包括凸起间距、凸起高度、晶圆基底材料、晶圆厚度、晶圆尺寸、凸起一致性,以及凸起材料
设备和材料 晶圆凸起印刷方法的设计,与标准表面安装装配生产线的工具兼容,所以在升级或改造现有的大型设备时无需额外的投资
然而,网板印刷机应配备精密的光学装置
对位系统应当能够识别所处理晶圆上的非标准参考点,包括焊垫边角、特殊标志、标记,或其它与背景覆盖物对比鲜明的金属化特征
在印刷过程中,为了确保安全地处理精密的晶圆,需要使用刚性托盘来支持晶圆
晶圆凸起通常使用水溶性焊膏
凸起必须清洁,易于随后的倒装芯片装配过程中进行助熔处理,以达到稳定的润湿和一致的粘结;另外,最大限度地减少在凸起上或凸起之间积聚的任何残余物,可使装配后倒装芯片底部充胶工艺更为可靠
至今,市场上尚无能够实现无残余物焊点的商业用非清洁型焊膏材料
工艺步骤 晶圆凸起印刷 工艺与 FR-4 基底上进行印刷是相似的
首先将晶圆放置在托盘上,通过传送带传送至网板印刷机;然后,对于刮刀印刷方式,先将焊膏搅动 30 至 60 秒,准备好以便进行装填,这是均匀地涂敷助焊剂和焊锡粉,并将焊膏稀释至合适稠度的重要步骤,(使用具有自动灌注和搅和焊功能的卡盒式封闭印刷头系统,这个步骤可以省去);接着,将焊膏涂敷到网板上之后,印刷机的视像系统就查找