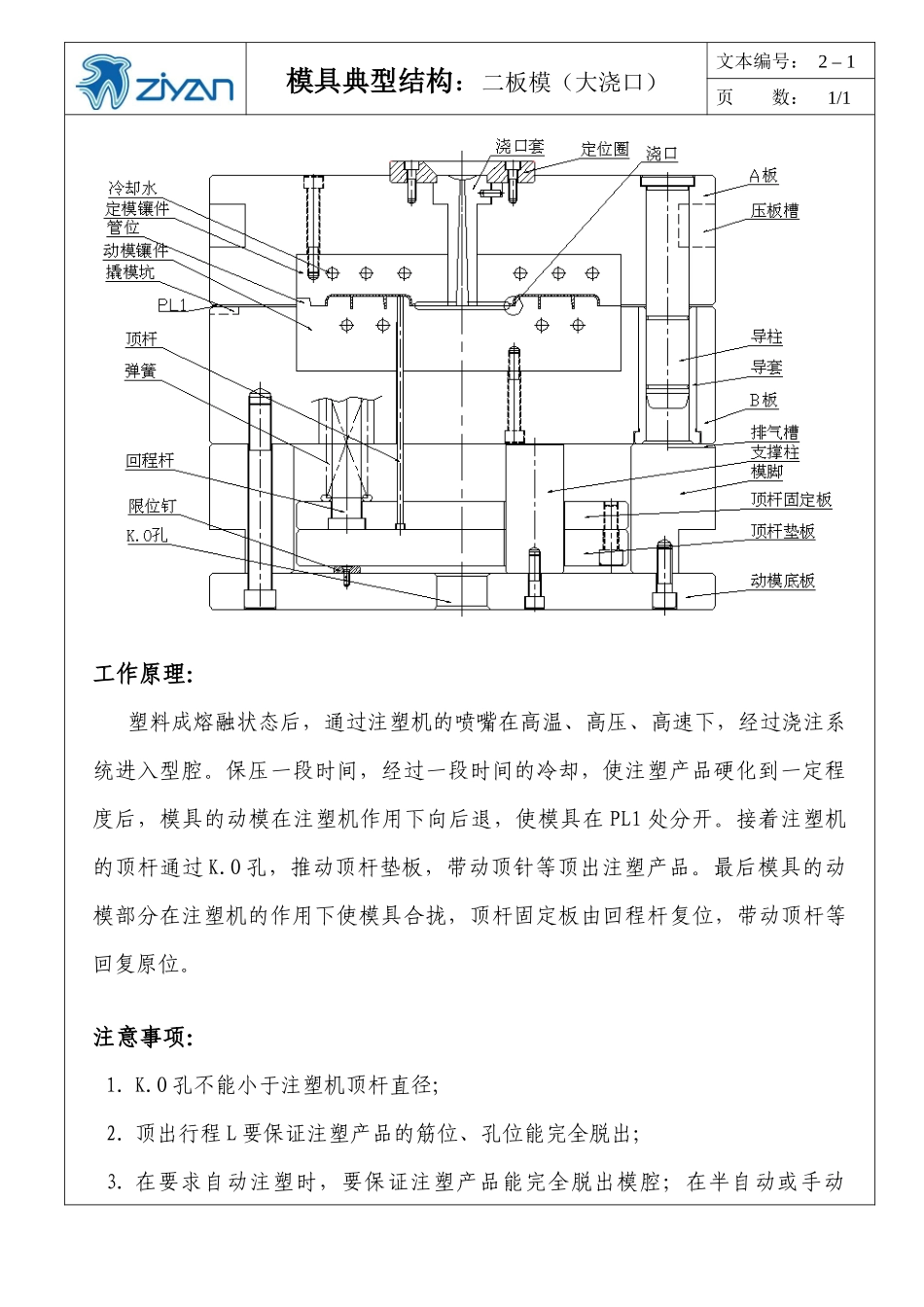
模具典型结构:二板模(大浇口)文本编号: 2 – 1 页 数: 1/1工作原理:塑料成熔融状态后,通过注塑机的喷嘴在高温、高压、高速下,经过浇注系统进入型腔
保压一段时间,经过一段时间的冷却,使注塑产品硬化到一定程度后,模具的动模在注塑机作用下向后退,使模具在 PL1 处分开
接着注塑机的顶杆通过 K
O 孔,推动顶杆垫板,带动顶针等顶出注塑产品
最后模具的动模部分在注塑机的作用下使模具合拢,顶杆固定板由回程杆复位,带动顶杆等回复原位
注意事项:1
O 孔不能小于注塑机顶杆直径;2
顶出行程 L 要保证注塑产品的筋位、孔位能完全脱出;3
在要求自动注塑时,要保证注塑产品能完全脱出模腔;在半自动或手动时,保证注塑产品能轻易拿出;4
浇口套半径 SR 大于注塑机喷嘴半径:R = r + (1~2);5
浇口套的进料口须大于注塑机喷嘴前端的孔径:D = d + (0
发行日期: 2003-9-10单位: mm未注公差: ±0
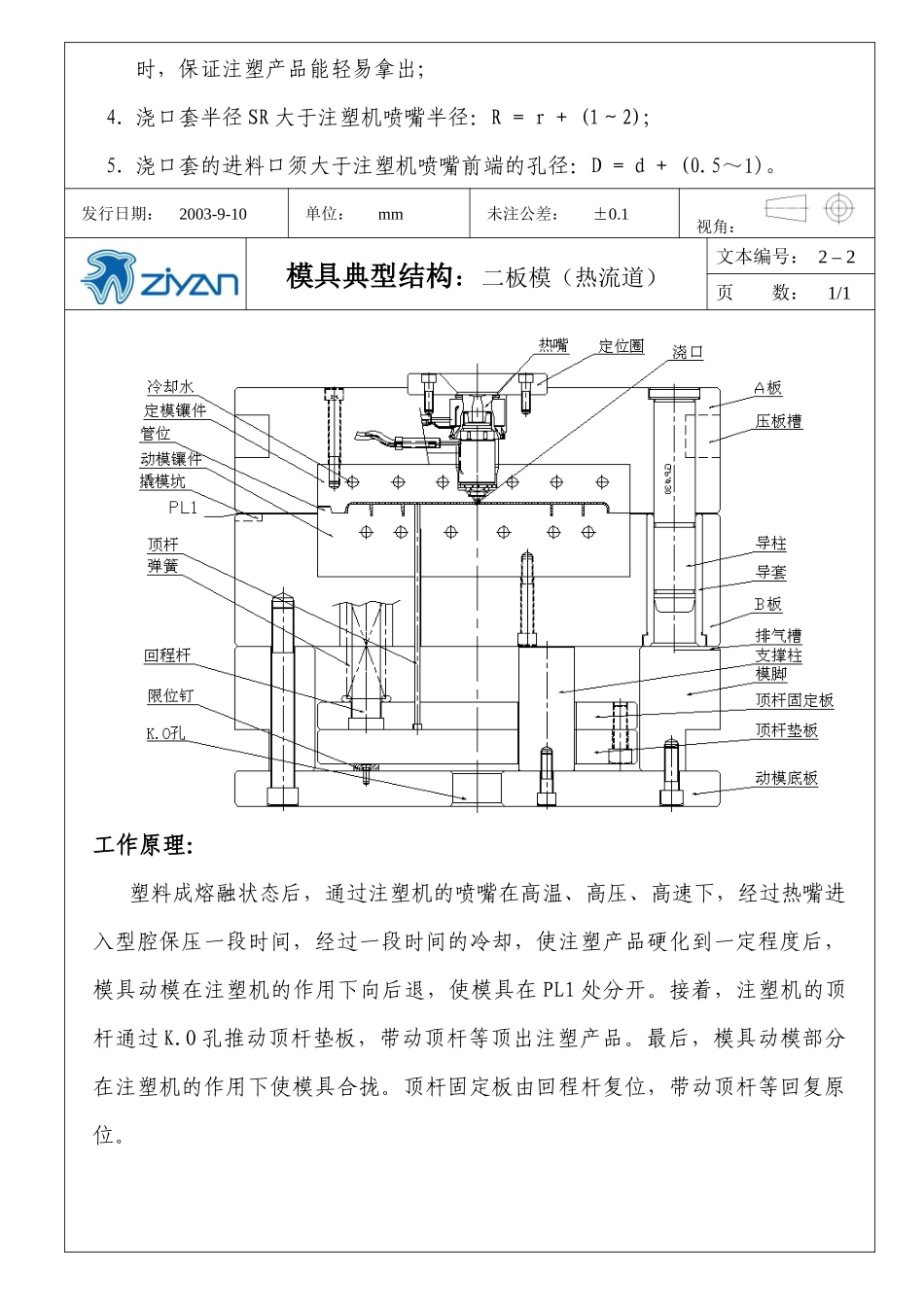
1视角:模具典型结构:二板模(热流道)文本编号: 2 – 2页 数: 1/1工作原理:塑料成熔融状态后,通过注塑机的喷嘴在高温、高压、高速下,经过热嘴进入型腔保压一段时间,经过一段时间的冷却,使注塑产品硬化到一定程度后,模具动模在注塑机的作用下向后退,使模具在 PL1 处分开
接着,注塑机的顶杆通过 K
O 孔推动顶杆垫板,带动顶杆等顶出注塑产品
最后,模具动模部分在注塑机的作用下使模具合拢
顶杆固定板由回程杆复位,带动顶杆等回复原位
注意事项:1
适用于大型产品,塑料 ABS、PP、GP 等;2
热嘴上的热设备的电线一定要在凹槽里面,它通过模具连接在模具外的电源上(见标准);3
在热嘴附近一定要有冷却水通过;4
在设计中一定要考虑热膨胀造成的影响;5
其它注意事项同二板模;发行日期: 2003-9-10单位: mm未注公差