品保部編號QAP-MII-002D ISO9001 塑膠原料進料檢驗規范版次D 頁次1/3 1 目的使塑膠原料進料檢驗規范化﹐以使品管人員有章可循﹐達到更好的對品質控制之目的
2 範圍所有塑膠原料 ( 含委外﹑廠內的抽粒染色 ) 進料檢驗
3 權責IQC:依照檢驗規范對原料進行檢驗﹐并對檢驗規范的保管及提出建立不斷的改善
4 定義無5 工作流程無6 工作內容6
1 檢驗要求 ﹕6
1 每批來料中抽出500 克作樣品進行檢驗
3 來料必須附送色板與出貨檢驗報表
4 廠商隨貨附送的色板與IQC檢測的壓片需保留6 個月
2 測量工具﹕色差機﹑電子秤﹑ MI 測試儀﹑壓片機﹑硬度計6
3 檢驗條件﹕目視檢驗時應使用無螢光之照明,照明度應不小于500 Lux﹐目視角度應在45-135 度內﹐眼睛距離待檢物15-20cm
4 檢驗項目6
1 QVL 檢驗DATE REV CHANGES Approved by A 首次發行B 刪除 6
1 項次9/12 C 修改 6 工作內容王保永11/29 D 添加 6
6 梅秀琴Prepared by 周小瑩Approved by 戴國慶Authorized by 朱志霖Effective date 12/01/2004 表 QAP-055A 2 品保部編號QAP-MII-002D ISO9001 塑膠原料進料檢驗規范版次D 頁次2/3 3 依據 MATIC Oracle 系統 , 確認是否是符合 QVL的產品查驗來料標簽是否與AA單品名相符﹑包裝是否統一并完好無損﹑是否有潮濕現象﹑標簽是否填寫正確﹑是否有PASS標識6
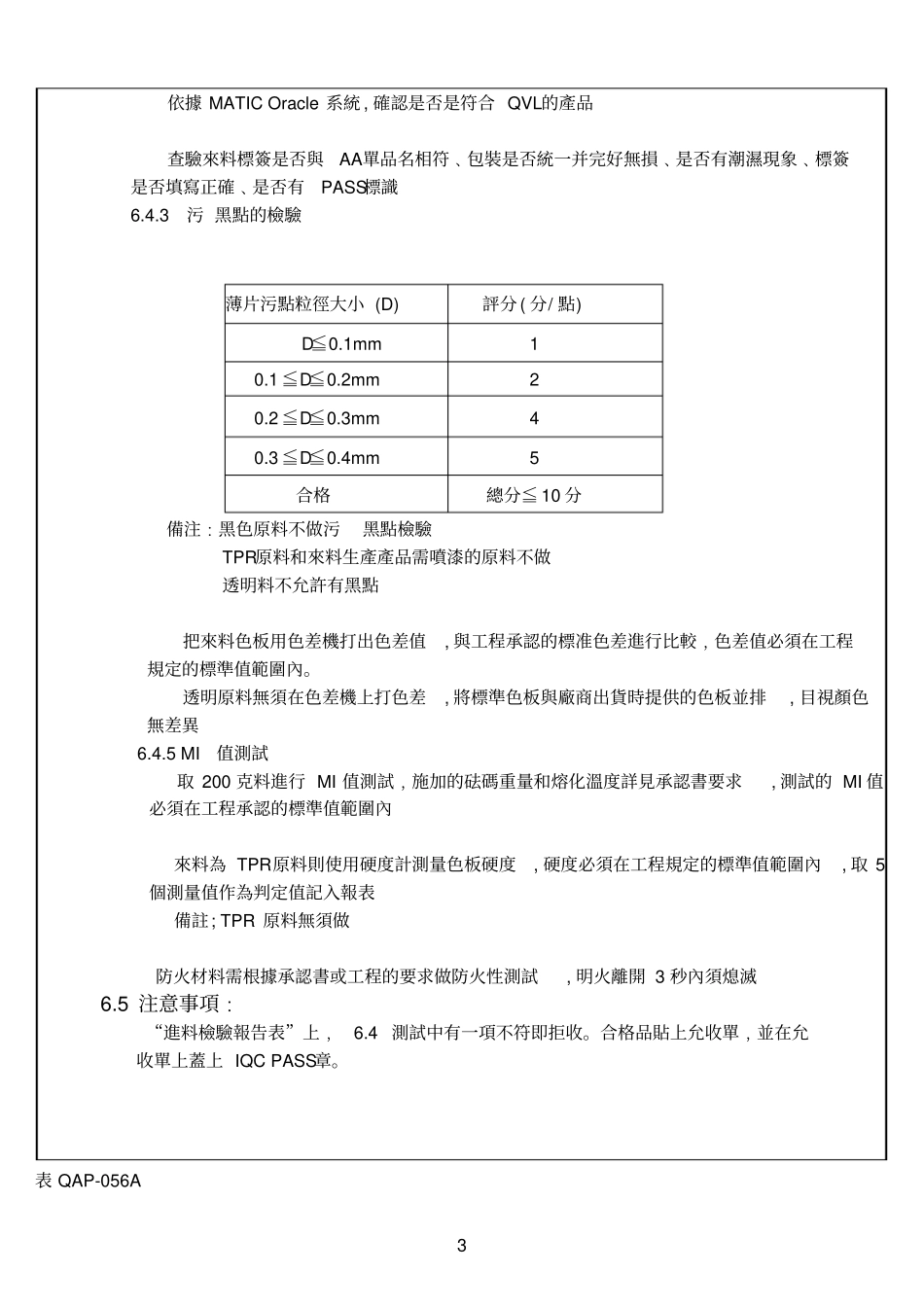
3污 黑點的檢驗薄片污點粒徑大小 (D) 評分 ( 分/ 點) D≦0
1mm1 0
1 ≦D≦0
2mm2 0
2 ≦D≦0
3mm4 0
3 ≦D≦0
4mm5 合格總分≦