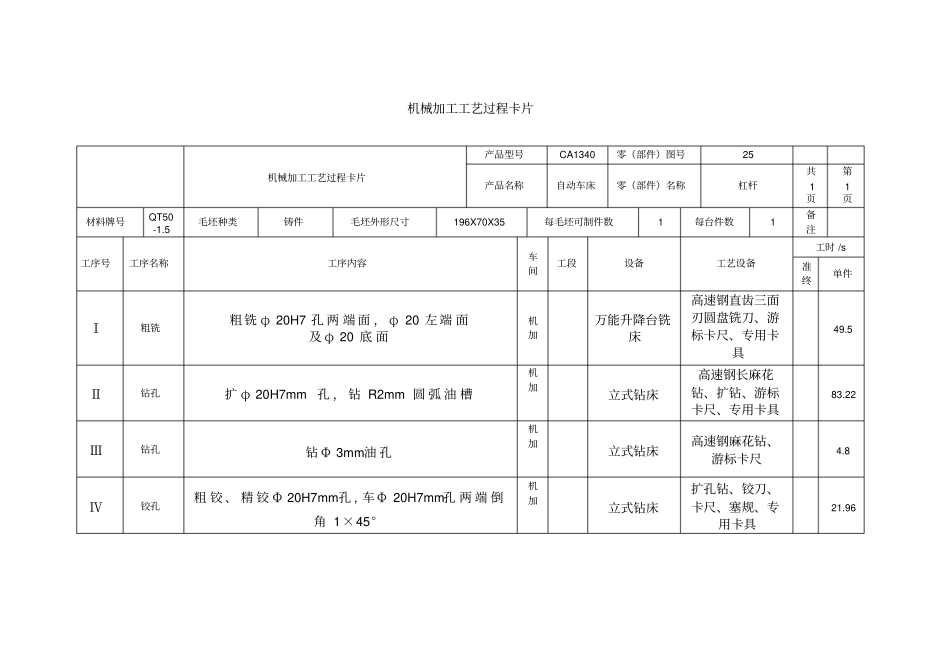
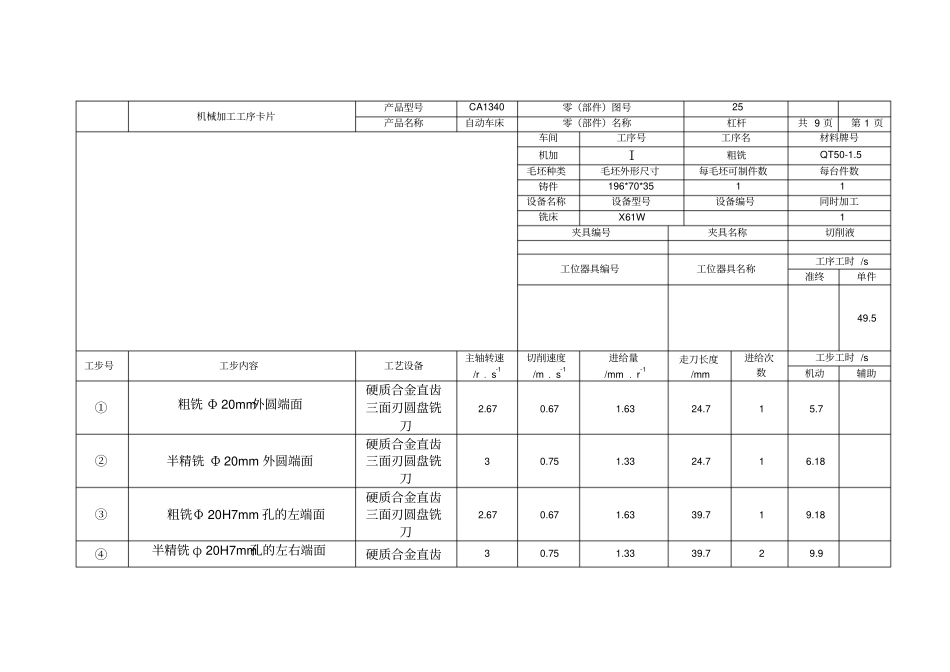
机械加工工艺过程卡片机械加工工艺过程卡片产品型号CA1340 零(部件)图号25 产品名称自动车床零(部件)名称杠杆共1 页第1 页材料牌号QT50-1
5 毛坯种类铸件毛坯外形尺寸196X70X35 每毛坯可制件数1 每台件数1 备注工序号工序名称工序内容车间工段设备工艺设备工时 /s 准终单件Ⅰ粗铣粗 铣 φ 20H7 孔 两 端 面 , φ 20 左 端 面及 φ 20 底 面机加万能升降台铣床高速钢直齿三面刃圆盘铣刀、游标卡尺、专用卡具49
5 Ⅱ钻孔扩 φ 20H7mm孔 , 钻 R2mm 圆 弧 油 槽机加立式钻床高速钢长麻花钻、扩钻、游标卡尺、专用卡具83
22 Ⅲ钻孔钻 Φ 3mm油 孔机加立式钻床高速钢麻花钻、游标卡尺4
8 Ⅳ铰孔粗 铰 、 精 铰 Φ 20H7mm孔 , 车 Φ 20H7mm孔 两 端 倒角 1×45°机加立式钻床扩孔钻、铰刀、卡尺、塞规、专用卡具21
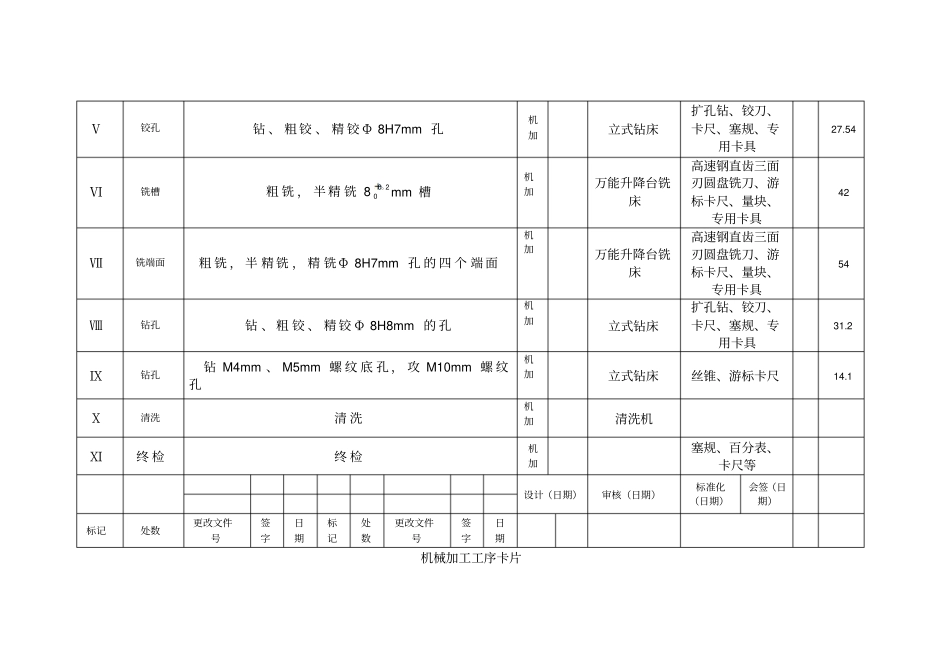
96 Ⅴ铰孔钻 、 粗 铰 、 精 铰 Φ 8H7mm 孔机加立式钻床扩孔钻、铰刀、卡尺、塞规、专用卡具27
54 Ⅵ铣槽粗 铣 , 半 精 铣 8200
mm 槽机加万能升降台铣床高速钢直齿三面刃圆盘铣刀、游标卡尺、量块、专用卡具42 Ⅶ铣端面粗 铣 , 半 精 铣 , 精 铣 Φ 8H7mm 孔 的 四 个 端 面机加万能升降台铣床高速钢直齿三面刃圆盘铣刀、游标卡尺、量块、专用卡具54 Ⅷ钻孔钻 、 粗 铰 、 精 铰 Φ 8H8mm 的 孔机加立式钻床扩孔钻、铰刀、卡尺、塞规、专用卡具31
2 Ⅸ钻孔钻 M4mm 、 M5mm 螺 纹 底 孔 , 攻 M10mm 螺 纹孔机加立式钻床丝锥、游标卡尺14
1 Ⅹ清洗清 洗机加清洗机Ⅺ终 检终 检机加塞规、百分表、卡尺等设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡