目 录前言第一部分 设计题目……………………………… 7第二部分 冲压工艺分析………………………… 7第三部分 主要工艺参数计算…………………… 9第四部分 排样与定距设计 ……………………10第五部分 冲压模工作部分尺寸计算……………13第六部分 冲压设备的选择 …………………… 23第七部分 模具的总体结构 ……………………23第八部分 主要零部件的设计及选择……………24第九部分 模具装配要点 ……………………27第十部分 设计体会与致谢………………………28第十一部分 参考文献………………………………29 前 言一
冲压加工的重要性及优点
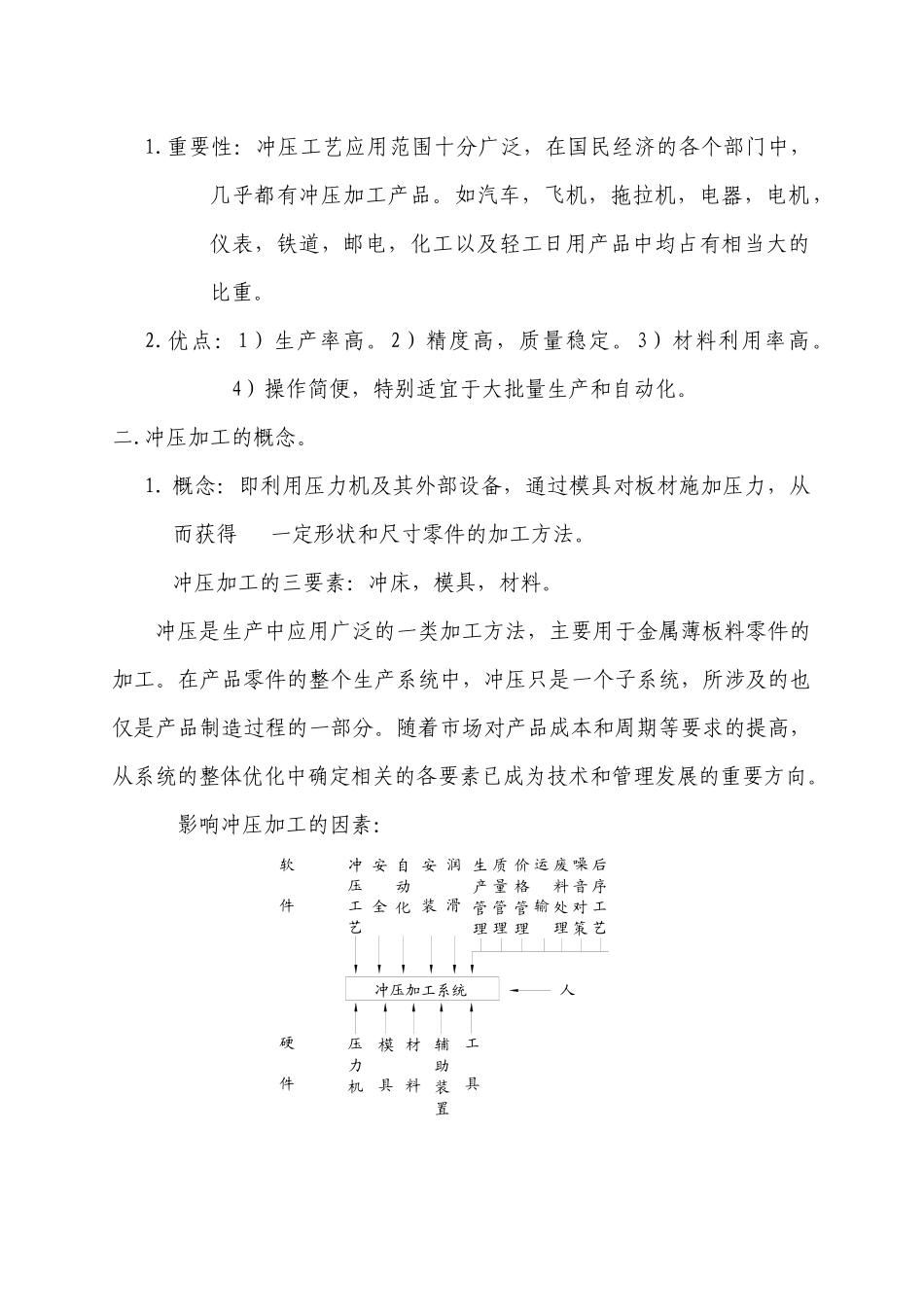
冲压加工系统人冲压工艺安全自动化安装润滑生产管理质量管理价格管理运输废料处理噪音对策后序工艺压力机模具材料辅助装置工具软件硬件1
重要性:冲压工艺应用范围十分广泛,在国民经济的各个部门中,几乎都有冲压加工产品
如汽车,飞机,拖拉机,电器,电机,仪表,铁道,邮电,化工以及轻工日用产品中均占有相当大的比重
优点:1)生产率高
2)精度高,质量稳定
3)材料利用率高
4)操作简便,特别适宜于大批量生产和自动化
冲压加工的概念
概念:即利用压力机及其外部设备,通过模具对板材施加压力,从而获得 一定形状和尺寸零件的加工方法
冲压加工的三要素:冲床,模具,材料
冲压是生产中应用广泛的一类加工方法,主要用于金属薄板料零件的加工
在产品零件的整个生产系统中,冲压只是一个子系统,所涉及的也仅是产品制造过程的一部分
随着市场对产品成本和周期等要求的提高,从系统的整体优化中确定相关的各要素已成为技术和管理发展的重要方向
影响冲压加工的因素:三
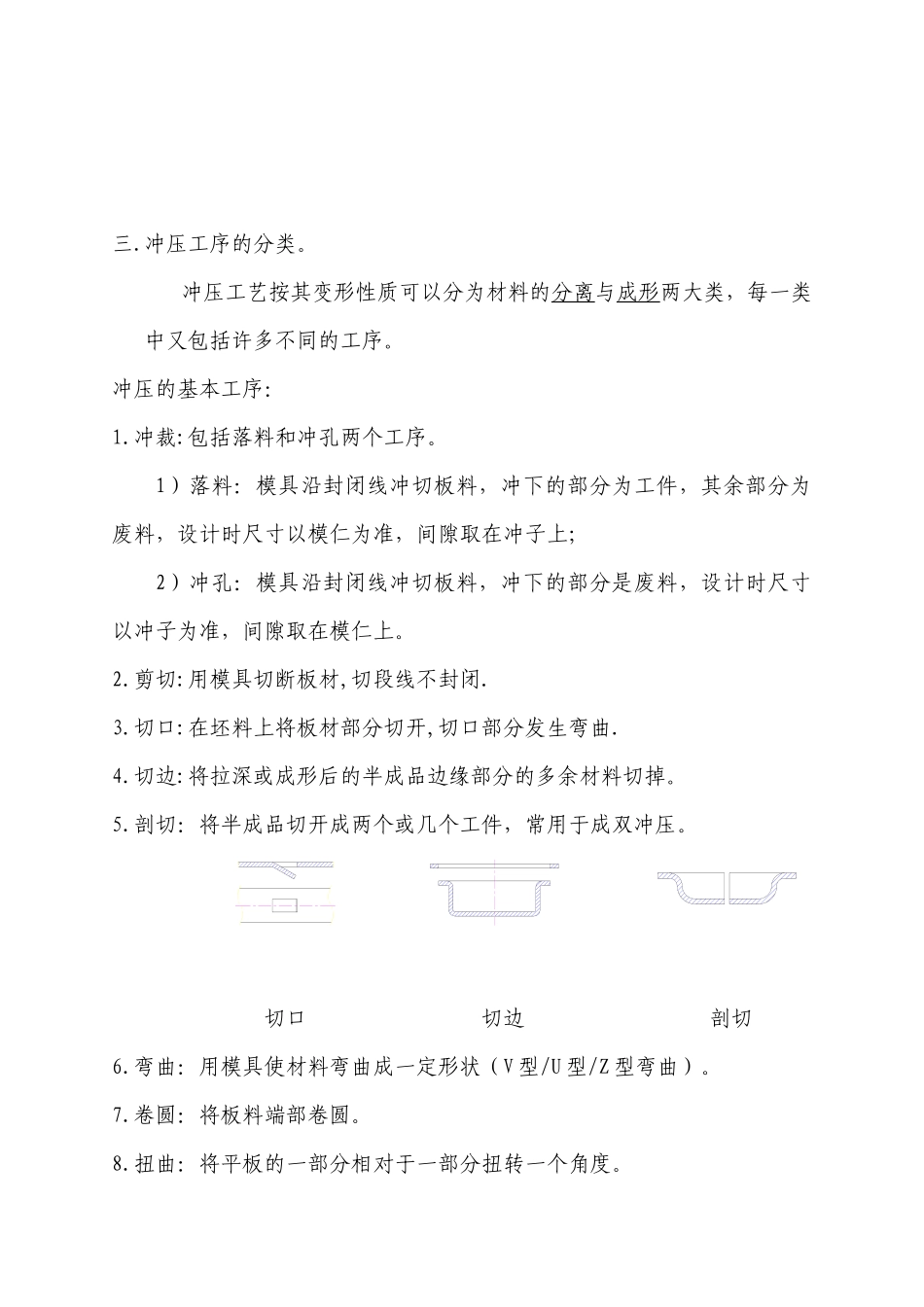
冲压工序的分类
冲压工艺按其变形性质可以分为材料的分离与成形两大类,每一类中又包括许多不同的工序
冲压的基本工序:1
冲裁:包括落料和冲孔两个工序
1)落料:模具沿封闭线冲切板料,冲下的部分为工件,