包装自动线控制1、课题说明1
1 课题简介 1
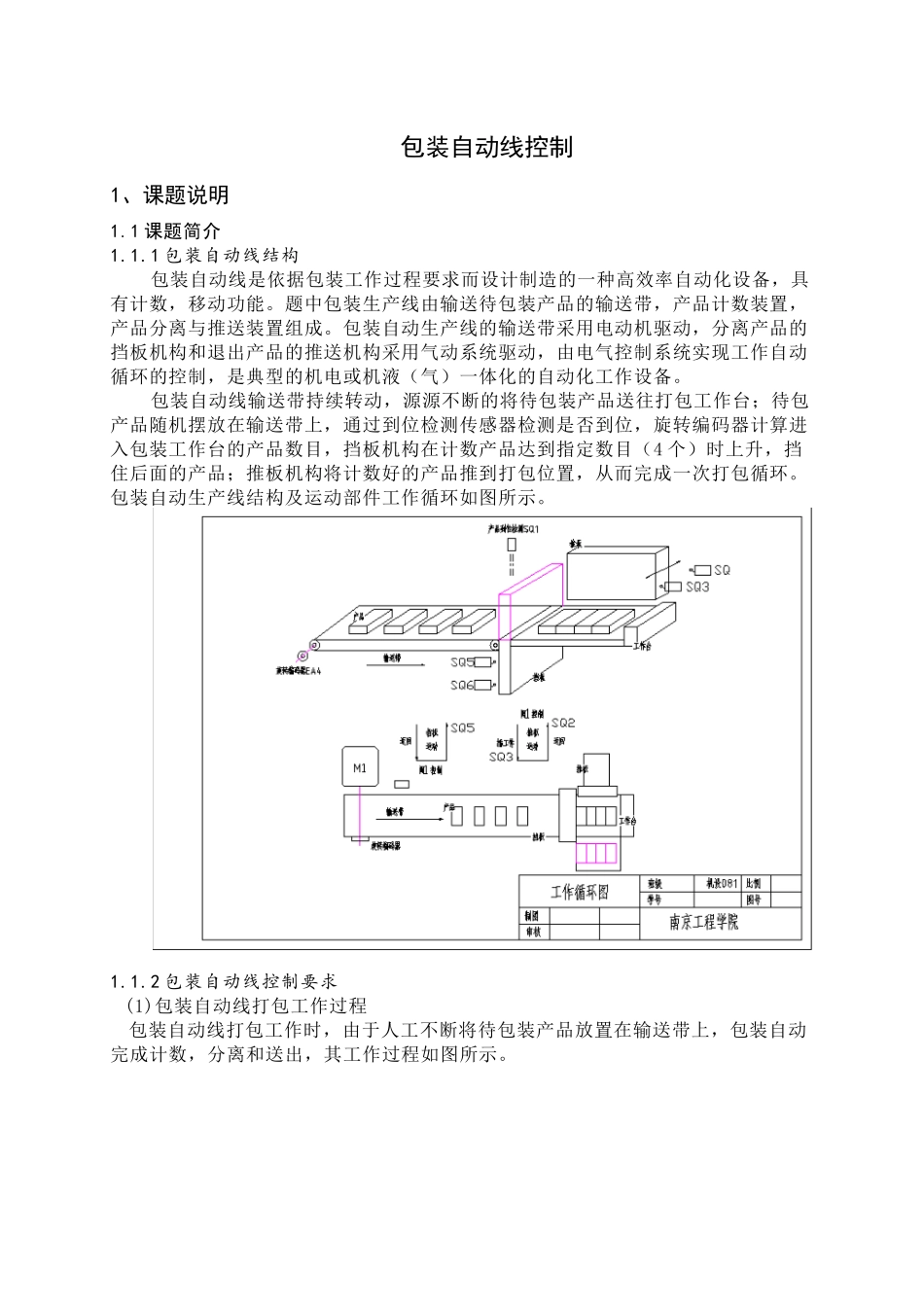
1 包装自动线结构包装自动线是依据包装工作过程要求而设计制造的一种高效率自动化设备,具有计数,移动功能
题中包装生产线由输送待包装产品的输送带,产品计数装置,产品分离与推送装置组成
包装自动生产线的输送带采用电动机驱动,分离产品的挡板机构和退出产品的推送机构采用气动系统驱动,由电气控制系统实现工作自动循环的控制,是典型的机电或机液(气)一体化的自动化工作设备
包装自动线输送带持续转动,源源不断的将待包装产品送往打包工作台;待包产品随机摆放在输送带上,通过到位检测传感器检测是否到位,旋转编码器计算进入包装工作台的产品数目,挡板机构在计数产品达到指定数目(4 个)时上升,挡住后面的产品;推板机构将计数好的产品推到打包位置,从而完成一次打包循环
包装自动生产线结构及运动部件工作循环如图所示
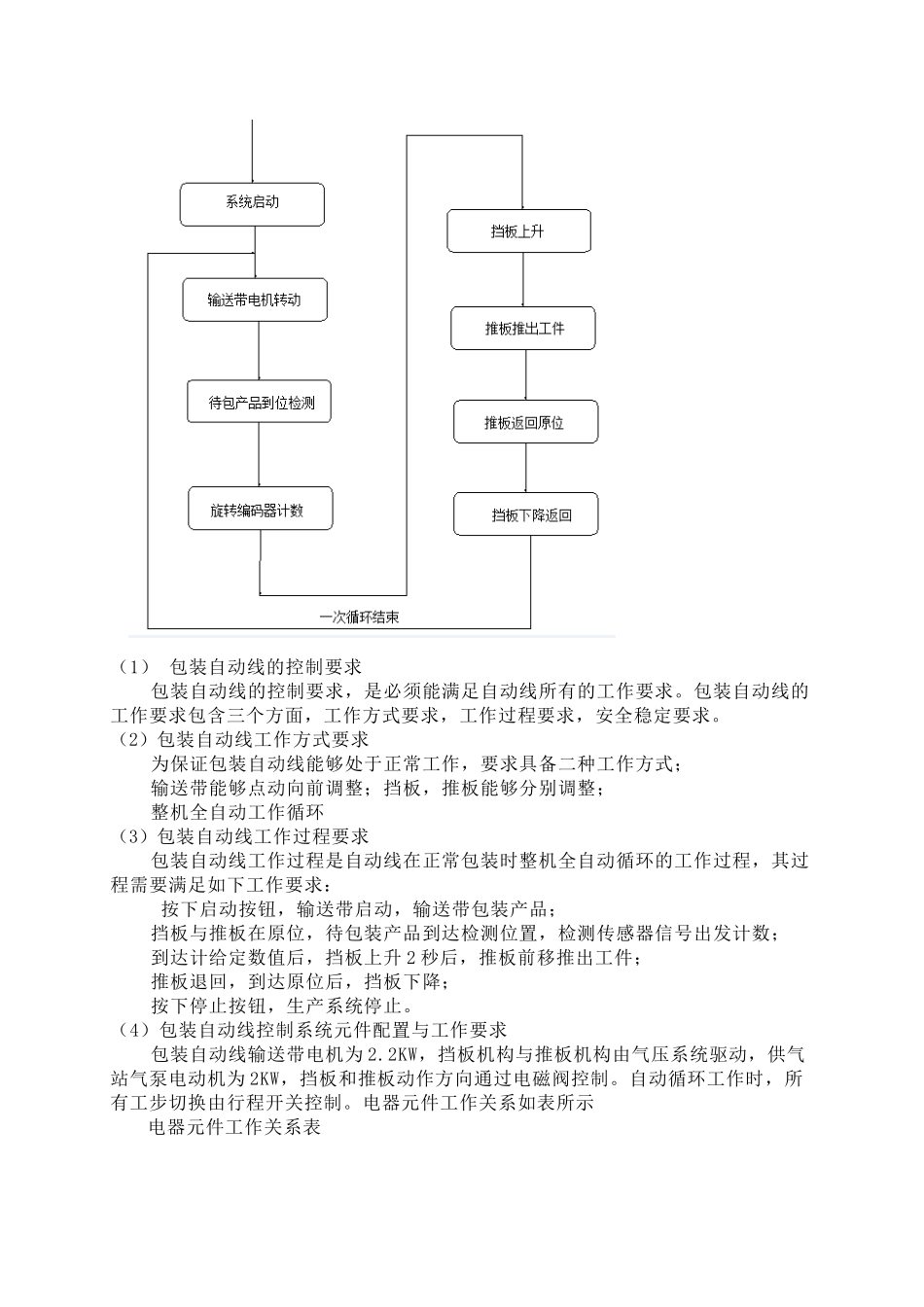
2 包装自动线控制要求(1)包装自动线打包工作过程包装自动线打包工作时,由于人工不断将待包装产品放置在输送带上,包装自动完成计数,分离和送出,其工作过程如图所示
(1) 包装自动线的控制要求包装自动线的控制要求,是必须能满足自动线所有的工作要求
包装自动线的工作要求包含三个方面,工作方式要求,工作过程要求,安全稳定要求
(2)包装自动线工作方式要求为保证包装自动线能够处于正常工作,要求具备二种工作方式;输送带能够点动向前调整;挡板,推板能够分别调整;整机全自动工作循环(3)包装自动线工作过程要求包装自动线工作过程是自动线在正常包装时整机全自动循环的工作过程,其过程需要满足如下工作要求: 按下启动按钮,输送带启动,输送带包装产品;挡板与推板在原位,待包装产品到达检测位置,检测传感器信号出发计数;到达计给定数值后,挡板上升 2 秒后,推板前移推出工件;推板退回,到达原位后,挡板下降;按下停止按钮,生产系统停止
(4)包装自动线控制系统元件