沈 阳 航 空 学 院 课 程 设 计 说 明 书 4 工艺计算 垫片34 复合模 CAD 设计 沈 阳 航 空 学 院 课 程 设 计 说 明 书 4 工艺计算 第2 章 工艺分析及模具结构设计 2
1 制件的工艺性分析及工艺计算 2
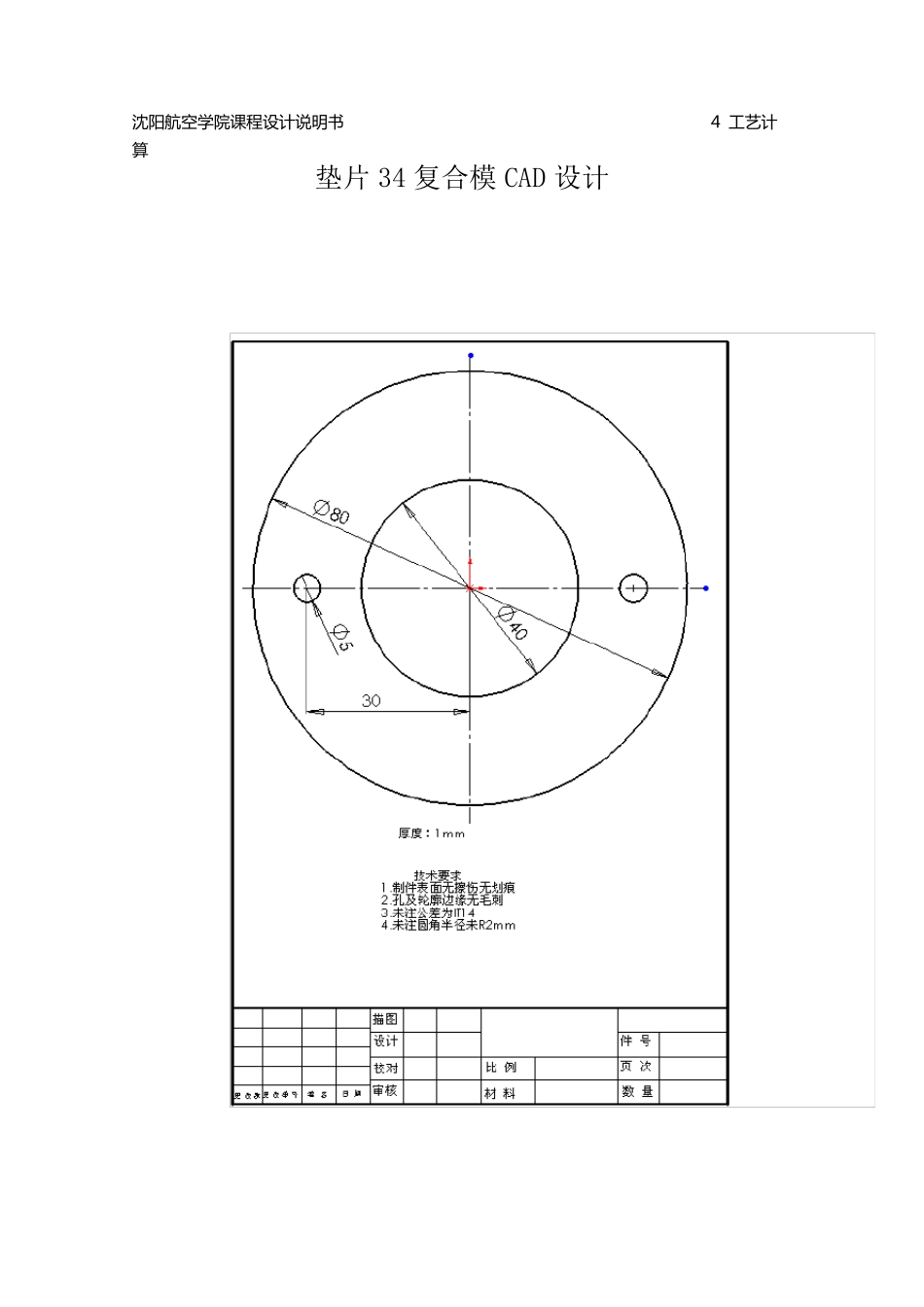
1 工艺分析 由图可知,产品为圆片落料、圆片冲孔
产品形状结构简单对称,无狭槽、尖角;孔与孔之间、孔与零件之间的最小距离满足 c>1
224080c 1
5) (1)尺寸精度 任务书对冲件的尺寸精度要求为IT12 级, 查参考文献[2]知,普通冲裁时对于该冲件的精度要求为IT12~IT11 级,所以尺寸精度满足要求
沈 阳 航 空 学 院 课 程 设 计 说 明 书 4 工艺计算 (2)冲裁件断面质量 因为一般用普通冲裁方式冲1mm 以下的金属板料时,其断面粗糙度Ra 可达12
2 m ,毛刺允许高度为0
1mm;本产品在断面粗糙度上没有太严格的要求,单要求孔及轮廓边缘无毛刺,所以只要模具精度达到一定要求,在冲裁后加修整工序,冲裁件断面的质量就可以保证
(3)产品材料分析 对于冲压件材料一般要求的力学性能是强度低,塑性高,表面质量和厚度公差符合国家标准
本设计的产品材料为08 钢,属优质碳素结构钢,其力学性能是强度、硬度低而塑性较好,非常适合冲裁加工
另外产品对于厚度与表面质量没有严格要求,所以尽量采用国家标准的板材,其冲裁出的产品表面质量和厚度公差就可以保证 经上述分析,产品的材料性能符合冷冲压加工要求
2 排样及工艺计算 2
1 排样 零件外形为圆形 ,可以采用单排、交叉双排或多排;考虑到零件为中等批量生产,如果采用交叉双排或多排,则模具尺寸和结构就会相应增大,从而增加模具生产成本,所以本设计决定采用单排结构
1 排样图 2