第2章 数控刀具及选用 2
1 数控机床刀具的特点 数控机床刀具的特点是标准化、系列化、规格化、模块化和通用化
为了达到高效、多能、快换、经济的目的,对数控机床使用的刀具有如下要求: (1)具有较高的强度、较好的刚度和抗振性能; (2)高精度、高可靠性和较强的适应性; (3)能够满足高切削速度和大进给量的要求; (4)刀具耐磨性及刀具的使用寿命长,刀具材料和切削参数与被加工件材料之间要适宜; (5)刀片与刀柄要通用化、规格化、系列化、标准化,相对主轴要有较高位置精度,转位、拆装时要求重复定位精度高,安装调整方便
2 金属切削刀具的主要角度 从属切削刀具的种类繁多,但它们的切削部分都可以近似地用外圆车刀的切削部分来描述
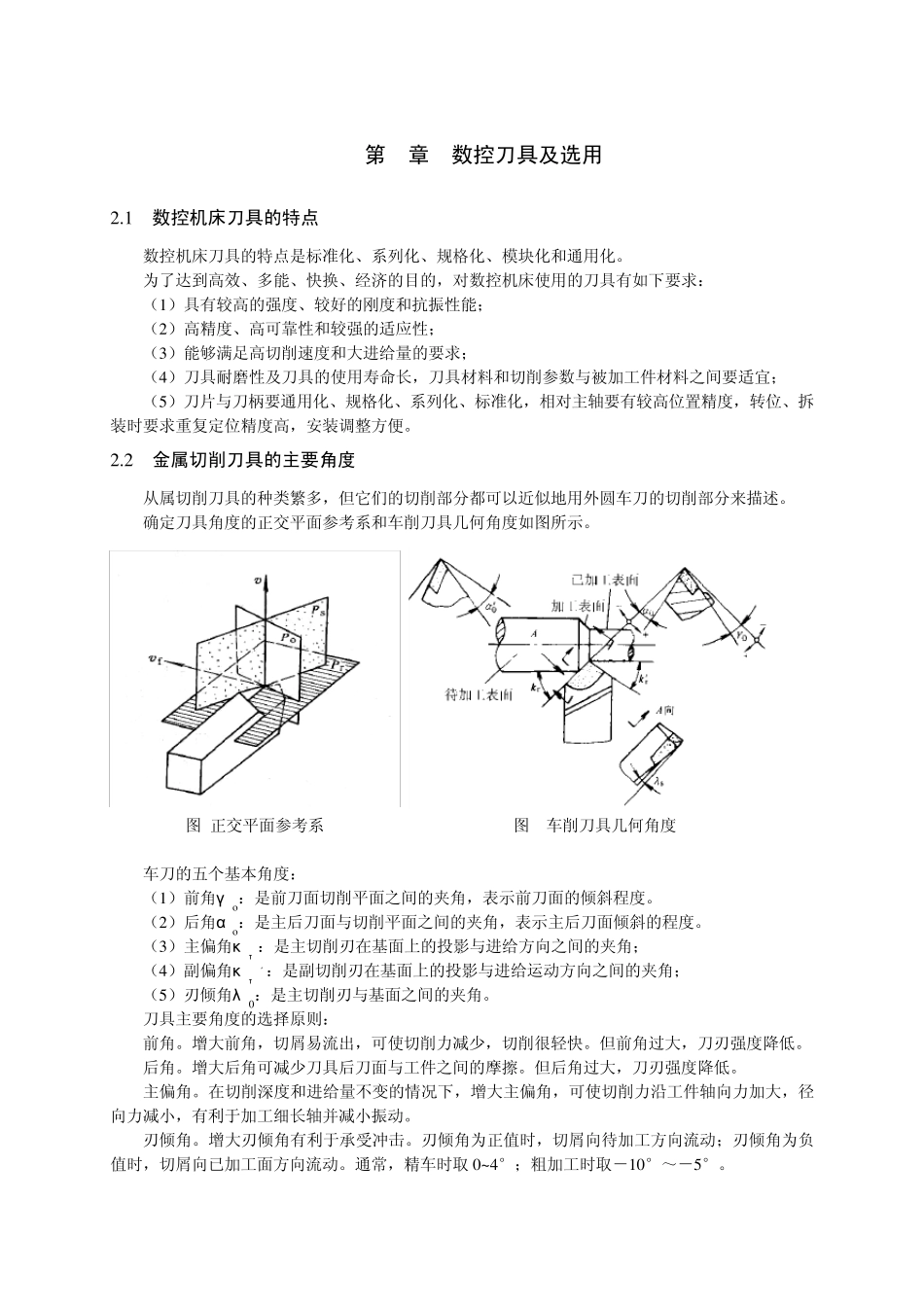
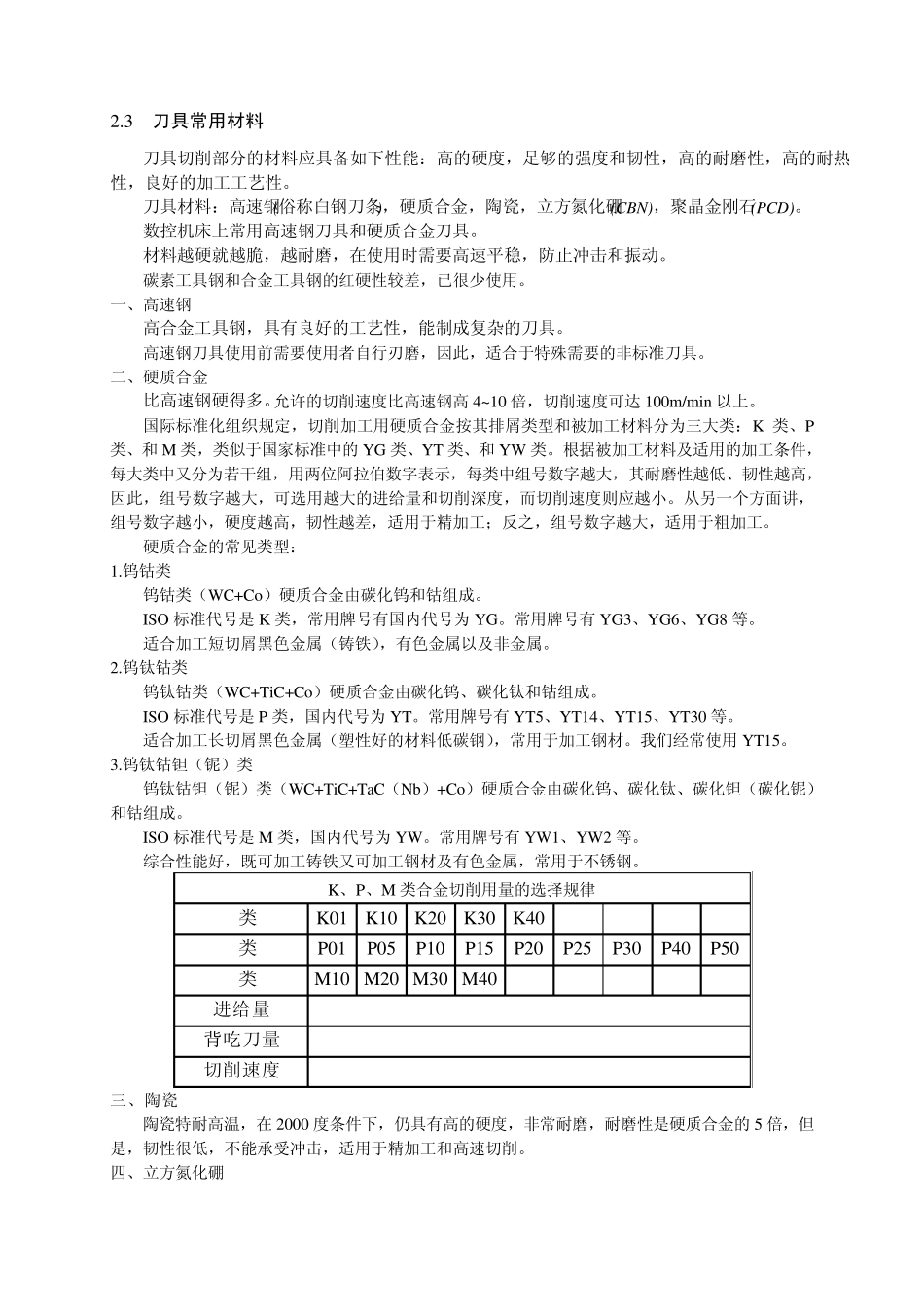
确定刀具角度的正交平面参考系和车削刀具几何角度如图所示
车刀的五个基本角度: (1)前角γ o:是前刀面切削平面之间的夹角,表示前刀面的倾斜程度
(2)后角α o:是主后刀面与切削平面之间的夹角,表示主后刀面倾斜的程度
(3)主偏角κτ :是主切削刃在基面上的投影与进给方向之间的夹角; (4)副偏角κτˊ:是副切削刃在基面上的投影与进给运动方向之间的夹角; (5)刃倾角λ0:是主切削刃与基面之间的夹角
刀具主要角度的选择原则: 前角
增大前角,切屑易流出,可使切削力减少,切削很轻快
但前角过大,刀刃强度降低
增大后角可减少刀具后刀面与工件之间的摩擦
但后角过大,刀刃强度降低
在切削深度和进给量不变的情况下,增大主偏角,可使切削力沿工件轴向力加大,径向力减小,有利于加工细长轴并减小振动
增大刃倾角有利于承受冲击
刃倾角为正值时,切屑向待加工方向流动;刃倾角为负值时,切屑向已加工面方向流动
通常,精车时取0~4°;粗加工时取-10°~-5°
图 正交平面参考系 图 车削刀具几何角度 2
3 刀具常用材料 刀具切削部分