自动运行操作 程序运行步骤: 1) 选择要运行的程序,检查程序
2) 将方式开关置于自动运行 位置
3) 在 页面按检视软件键
4) 打开单程序段开关
5) 按循环启动按钮 此按钮灯亮,程序开始自动执行
6) 每执行完一句程序,必须再次按下循环启动按钮
直到程序执行完
测量记录及装卸工件 1) 加工结束后,根据零件图纸要求合理选用量具进行测量,并记录加工尺寸
2) 根据实际尺寸调整机床
3) 零件加工合格后,装卸工件并填写加工报告单
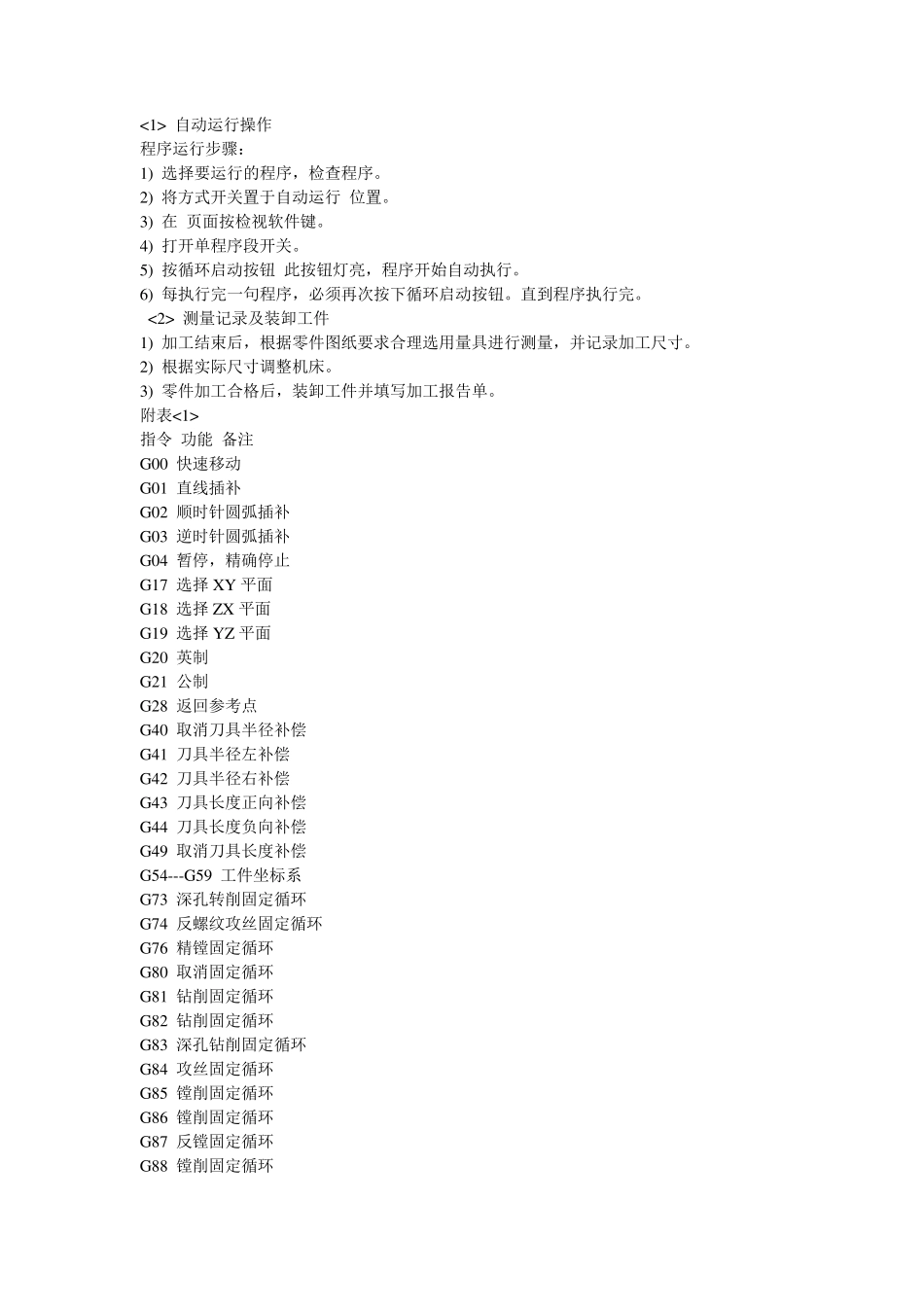
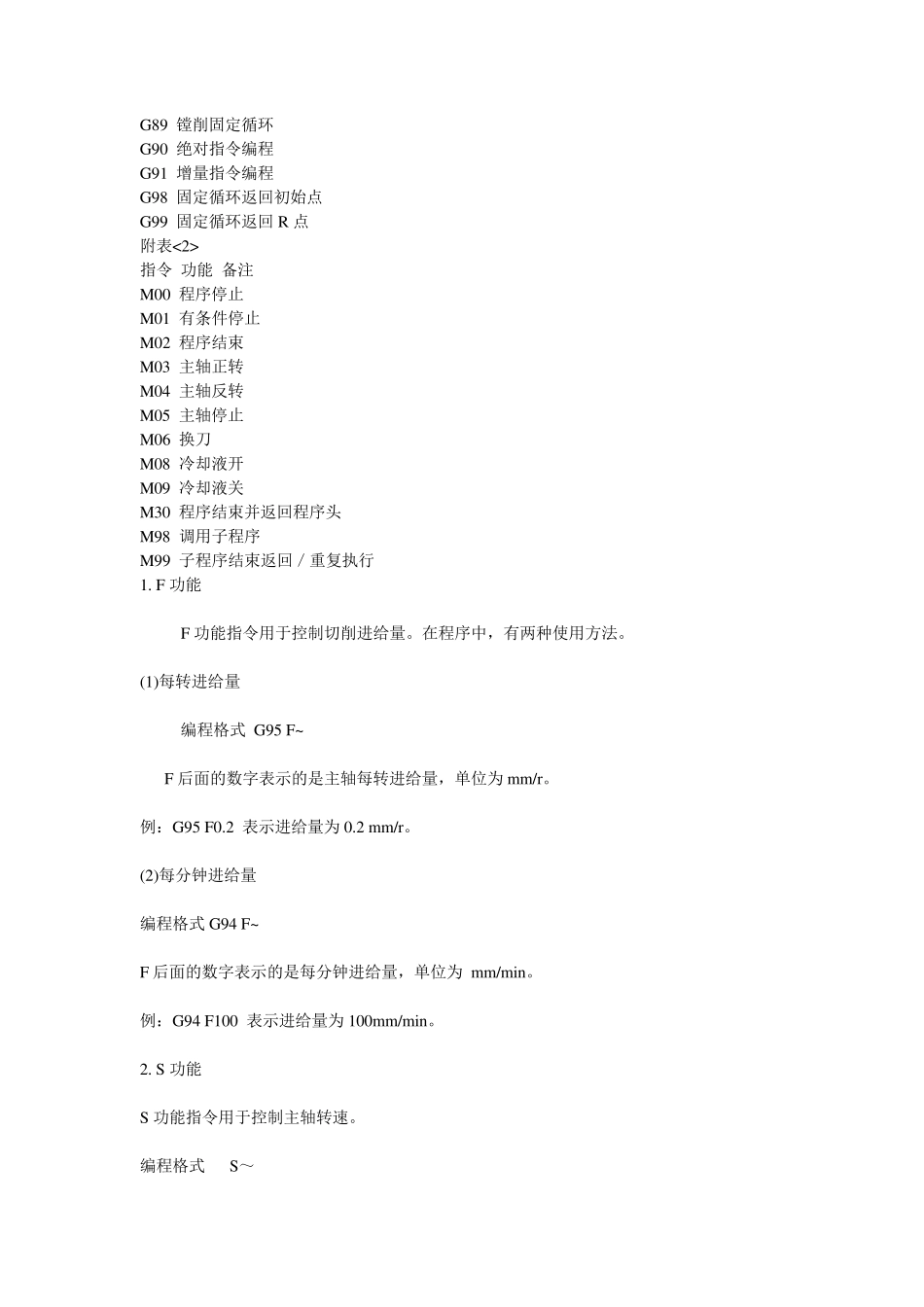
附表 指令 功能 备注 G00 快速移动 G01 直线插补 G02 顺时针圆弧插补 G03 逆时针圆弧插补 G04 暂停,精确停止 G17 选择XY 平面 G18 选择ZX 平面 G19 选择YZ平面 G20 英制 G21 公制 G28 返回参考点 G40 取消刀具半径补偿 G41 刀具半径左补偿 G42 刀具半径右补偿 G43 刀具长度正向补偿 G44 刀具长度负向补偿 G49 取消刀具长度补偿 G54---G59 工件坐标系 G73 深孔转削固定循环 G74 反螺纹攻丝固定循环 G76 精镗固定循环 G80 取消固定循环 G81 钻削固定循环 G82 钻削固定循环 G83 深孔钻削固定循环 G84 攻丝固定循环 G85 镗削固定循环 G86 镗削固定循环 G87 反镗固定循环 G88 镗削固定循环 G89 镗削固定循环 G90 绝对指令编程 G91 增量指令编程 G98 固定循环返回初始点 G99 固定循环返回R 点 附表 指令 功能 备注 M00 程序停止 M01 有条件停止 M02 程序结束 M03 主轴正转 M04 主轴反转 M05 主轴停止 M06 换刀 M08 冷却液开 M09 冷却液关 M30 程序结束并返回程序头 M98 调用子程序 M99 子程序结束返回/重复执行 1
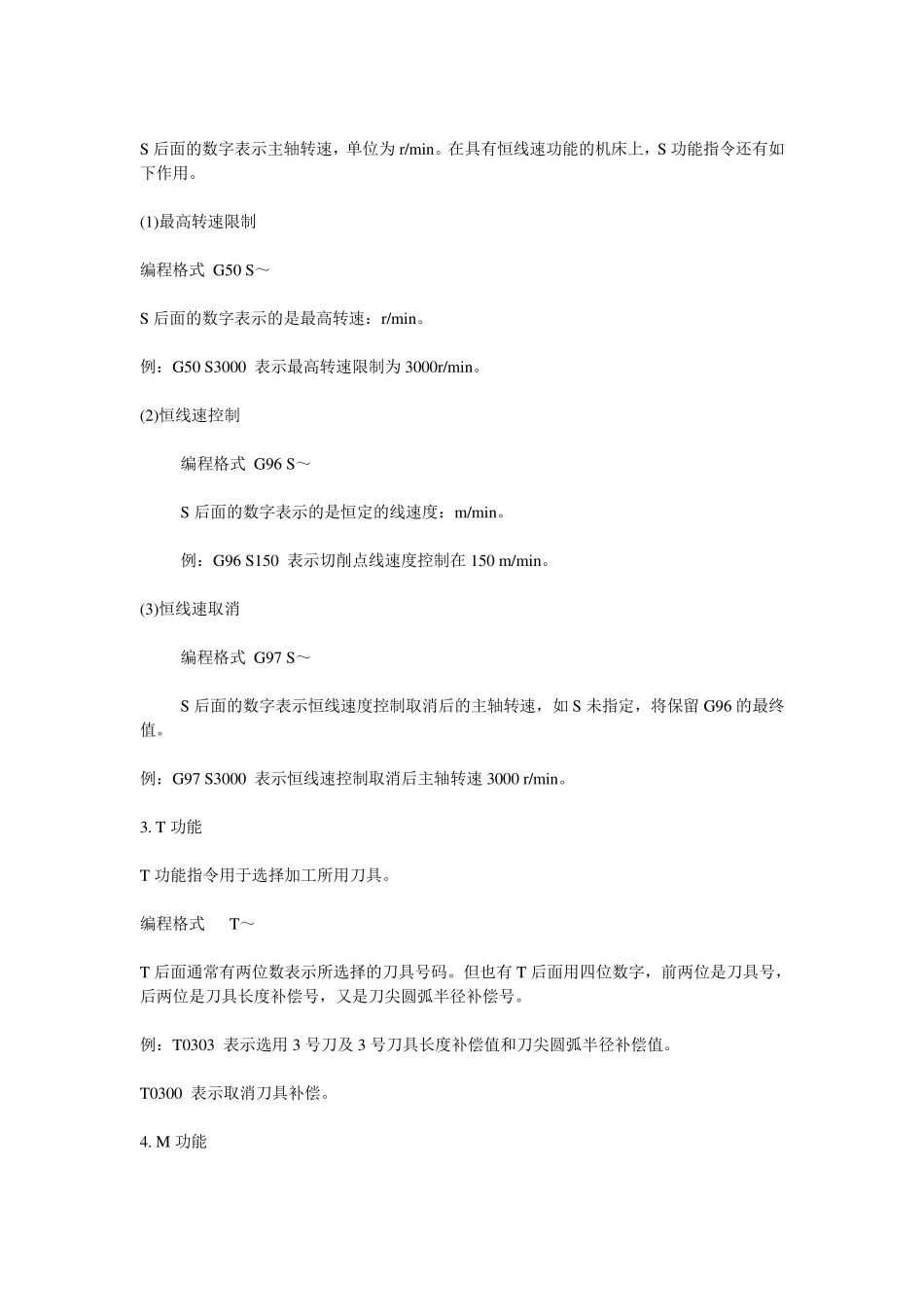
F 功能 F 功能指令用于控制切削进