常用铸造工艺对比——郭晓明铸造铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史
中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平
被铸金属有:铜、铁、铝、锡、铅等
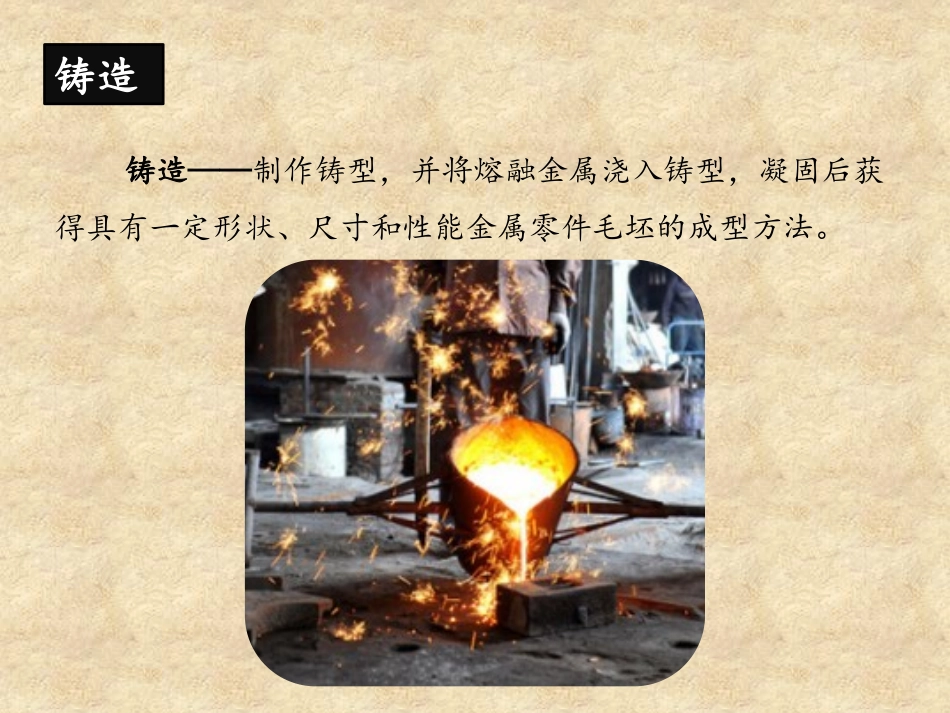
铸造铸造——制作铸型,并将熔融金属浇入铸型,凝固后获得具有一定形状、尺寸和性能金属零件毛坯的成型方法
铸造常用铸造工艺湿砂型铸造(翻砂)消失模铸造覆膜砂铸造熔模铸造水玻璃工艺硅溶胶工艺湿砂型铸造是以型砂和芯砂为造型材料制成铸型,液态金属在重力下充填铸型来生产铸件的铸造方法
湿砂型铸造优点:砂型(芯)无需烘干、成本低、效率高,使用广泛、方便,大约占所有砂型使用量的60~70%
缺点:铸型水分多、强度较低,易产生夹砂、气孔、粘砂、砂眼等铸造缺陷
湿砂型铸造粗糙度(Ra/μm):可达25(一般50-400)精度等级(CT):8-10适用产品:重量在500公斤以下的薄壁铸铁件
湿砂型铸造消失模铸造通常用泡沫塑料(EPS、STMMA或EPMMA)制作成与产品结构、尺寸完全一样的实型模型,经过浸涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压状态下浇入熔化的金属液,使泡沫塑料模型气化,被液体金属取代,冷却凝固后形成的一次性成型铸造工艺
消失模铸造优点:1、无分型面,消除了因合箱、取模造成的缺陷;2、可在理想位置设置合理浇冒口,减少了铸件内部缺陷;3、负压浇铸,提高了组织致密度;4、铸件无毛边毛刺;5、可组合浇铸,提高生产效率;6、可生产铸铁、铸钢、铸铜、铸铝等;7、模具维护费用低
消失模铸造缺点:1、生产厚大铸件时泡沫夹渣不易排出,导致使用中断裂等现象;2、生产低碳合金钢时易增碳,不利于热处理
消失模铸造粗糙度(Ra/μm):可达12
5(一般25-200)精度等级(CT):7-9适用产品:适宜做壁厚均匀、结构复杂的箱体、壳类铸件
适用材质排序:灰铸铁——非铁合金——