哈飞模具 汽车冲压件检具制造 技术要求 编号 SC-04-2010 版次 A 型号 Q 代替 1
目的 通过制订本技术要求,使本公司在检具在制造加工时,能够遵循统一的技术标准
2.适用范围 本规范适用于汽车车身覆盖件及其他钣金件检具的制作
责任 生产技术部负责本技术要求的编制、维护、升级及分发等工作
1 检具的概述 4
1 检具的定义 检具是一种用来测量和评价零件尺寸质量的专用检验设备
在零件生产现场, 通过检具实现对零件的在线检测,为此需要将零件准确地安装于检具上, 然后通过目测,或测量表,或卡尺对零件型面,周边进行检查,也可以借助检验销或目测对零件上不同性质的孔及零件与零件之间的联接位置进行目检,从而保证在试生产及起步生产时实现零件质量状态的快速判断
2 检具能够根据有效的产品图纸和 CAD 数据来合理地测量零件的所有数据,借助于三坐标测量机能对检具进行校验和鉴定
3 在正常的使用频率和良好的保养维护情况下,应保证检具在相应的零件生产周期内的使用寿命
2 检具制造的技术要求 4
1 程序编制 1)
反胎制作: 建反胎模型; 编制反胎程序 保证加工余量为 10㎜; 刀具D30R15 参数型面过切 10㎜,外型(周边)留量 10㎜,步距 5㎜
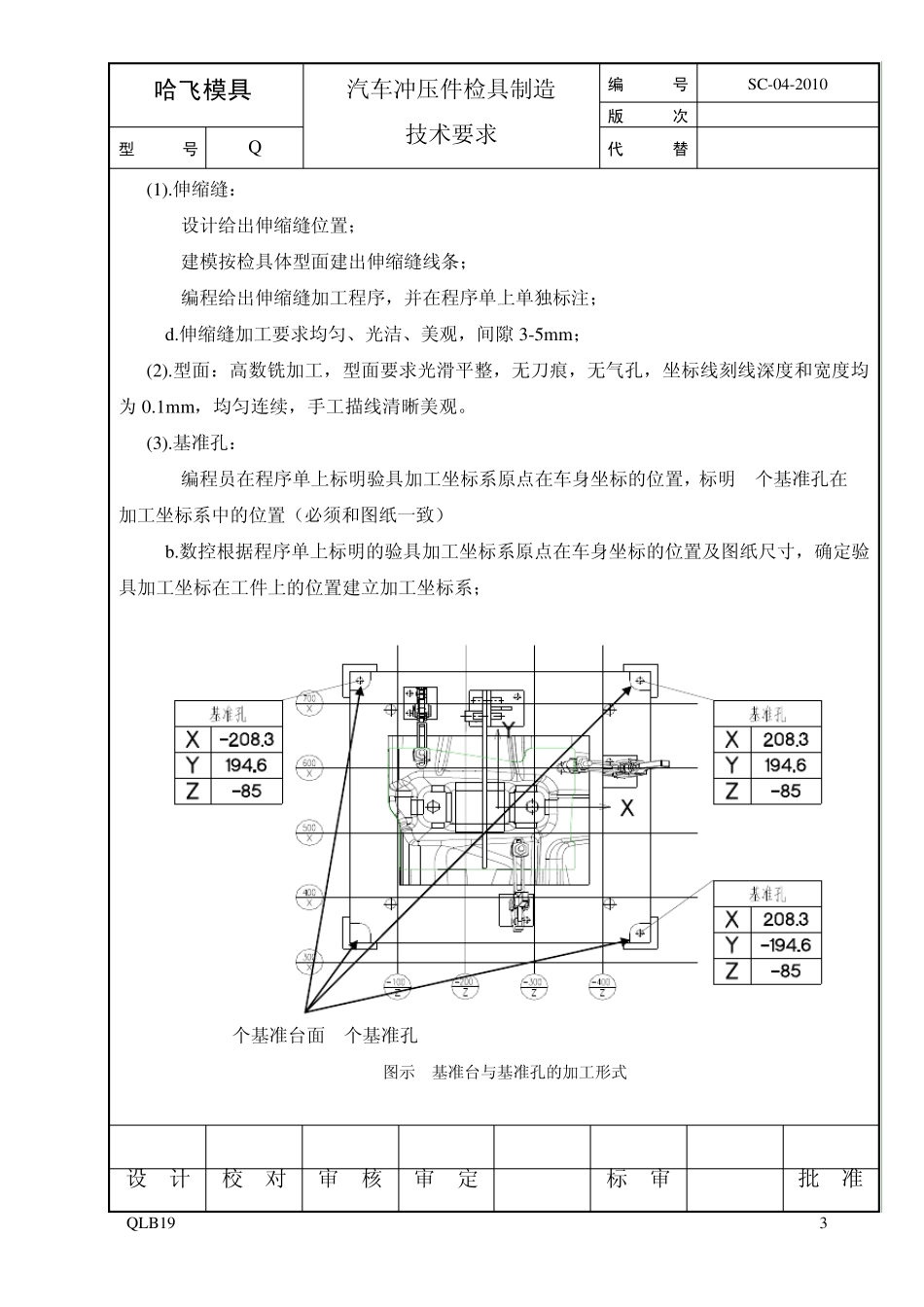
编程员在程序单上务必注明反胎泡沫中心线(即检具加工坐标)的车身坐标数值,泡沫加工操作者务必在泡沫上刻出中心线并标注此数值,方便钳工组合; 设 计 校 对 审 核 审 定 标 审 批 准 QLB19 1 哈飞模具 汽车冲压件检具制造 技术要求 编号 SC-04-2010 版次 A 型号 Q 代替 2)
验具加工 D30R25 粗加工 余量1㎜ D20R10 预清根 D12R6 精加工 步距0
5㎜ D40R20 粗切边 余量1㎜ D20R10 精切边 划坐标线、孔线