SM6-12 环网箱 装配工艺流程 编写:刘三亚 审核:张云芸 批准:刘欢歌 红苏电气科技有限责任公司 二零一八年十月 1 适 用 范 围 1
1 本 守 则 适 用 于 SM6-12 充 气 柜 产 品 装 配 ; 1
2 二 次 配 线 依 据 《 二 次 配 线 工 艺 守 则 》 2 主 要 流 程 3
工 具 、 工 装 、 设 备 各 种 气 动 工 具 、 扭 力 扳 手 、 活 动 扳 手 、 一 字 螺 丝 刀 、 十 字 螺 丝 刀 、 套 筒 扳 手 、尖 嘴 钳 、 鲤 鱼 钳 、 剥 线 钳 、 直 尺 、 卷 尺 、 游 标 卡 尺 专 用 工 具 工 装 、 断 路 器 装 配 车 、 三 工 位 开 关 装 配 车 、 电 压 互 感 器 装 配 工 装 、 避 雷 器 装 配 工 装 、 等 压 抽 真 空 充 气 氦 质 谱 检 漏 系 统 、 烘 干 炉
4 通 用 工 艺 要 求 4
1 待 装 配 零 部 件 应 经 质 检 检 验 合 格 ,方可装 配 ; 不合 格 件 未经 设 计部 门允许不能装 配 ; 质 检 所需检 具 应 反馈本 部 门或相关 部 门协助解决
资 料 来 源 编 制 校 对 标准化 充 气 箱体 箱体、 柜 架组装 铝合 金柜 架装 配 充 气 单元装 配 整体烘 干 氦 检 漏 、 充 SF6 检 验 水份 柜 壳装 配 二 次 元件 安装 二 次 线 装 配 单柜 试验 并柜 测试 附件 装 配 清洁清理自检 终检 包装 出货 4
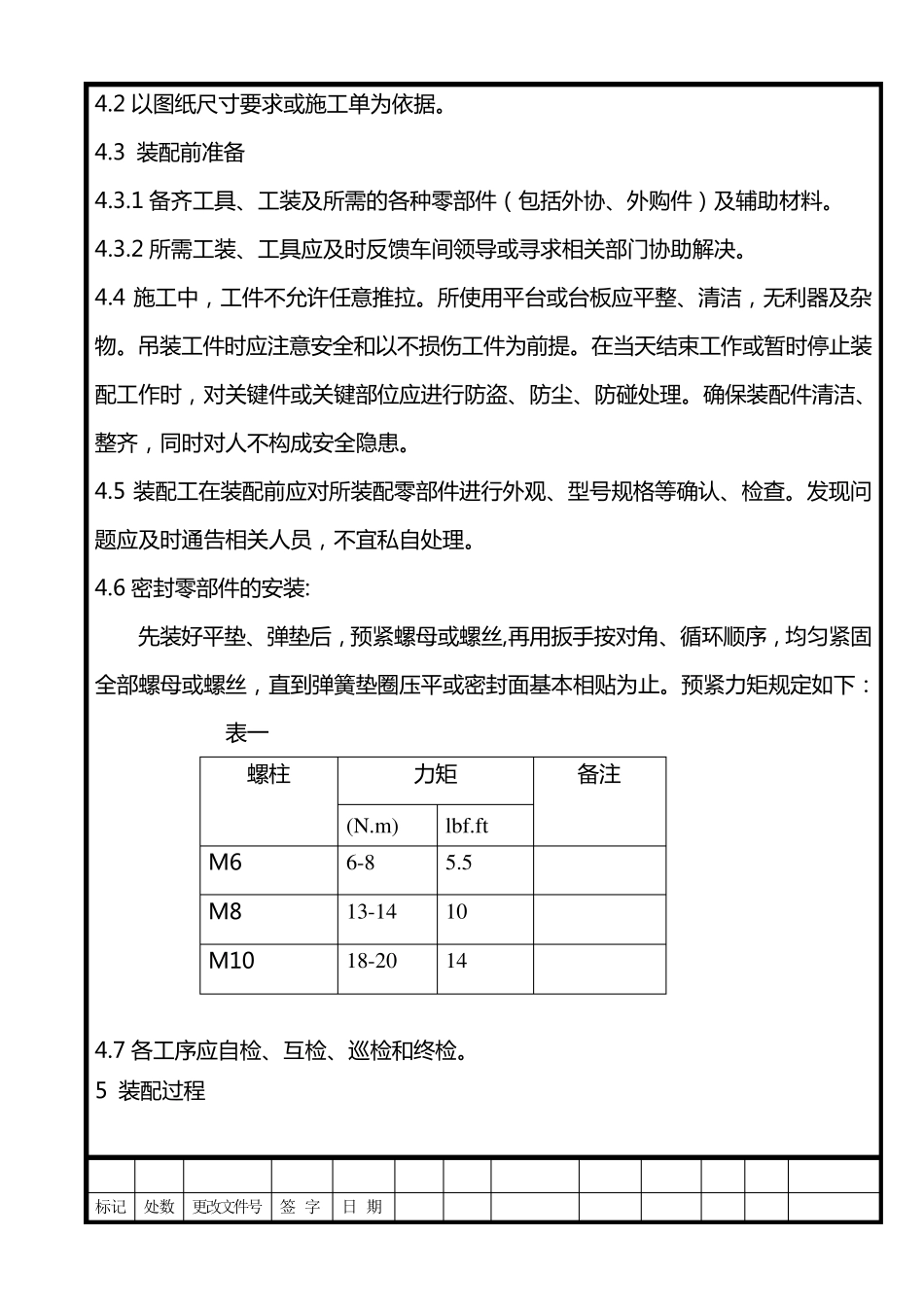
2 以 图 纸 尺 寸 要 求 或 施 工 单 为 依 据
3 装 配 前 准 备 4
1 备 齐 工 具 、 工 装 及 所 需 的 各 种 零 部 件 (包括外协、 外购件 )及 辅助材料
2 所 需 工 装 、 工 具 应及 时反馈车间领导