自动埋弧焊工艺守则 1 主题内容与适用范围 1.1 本守则适用于锅炉汽包,化工容器等自动埋弧焊
1.2 本守则依据《锅规》、《容规》JB\T1613《锅炉受压元件焊接技术条件》、JB\T4709《钢制压力容器焊接规程》及厂生产实践编制
1.3 锅炉、压力容器等受压部件的焊接(包括点固)应按《锅炉压力容器压力管道焊工考试与管理规则》相应项目考试合格的持证焊工担任
1.4 受压元件的焊接应按经工艺评定合格的焊接工艺规程进行
1.5 如产品专用工艺与本守则有抵触时,应按产品专用工艺执行
2 材料 2.1 本守则涉及材料有Q235—A,20 、Q245R、Q345R、15MnV、20MnMo、20MnV 等牌号的钢材,应符合相应的材料标准要求,并经入厂检查合格后方可用于产品;19Mn6、st45
8Ⅲ等进口材料应按国外的专用标准检验合格方可使用
2.2 母材化学成分及机械性能符合有关标准的规定
3 焊丝、焊剂应由审定合格的生产厂家提供,产品应有明确牌号及质保书,并经入厂检验合格方可用于生产
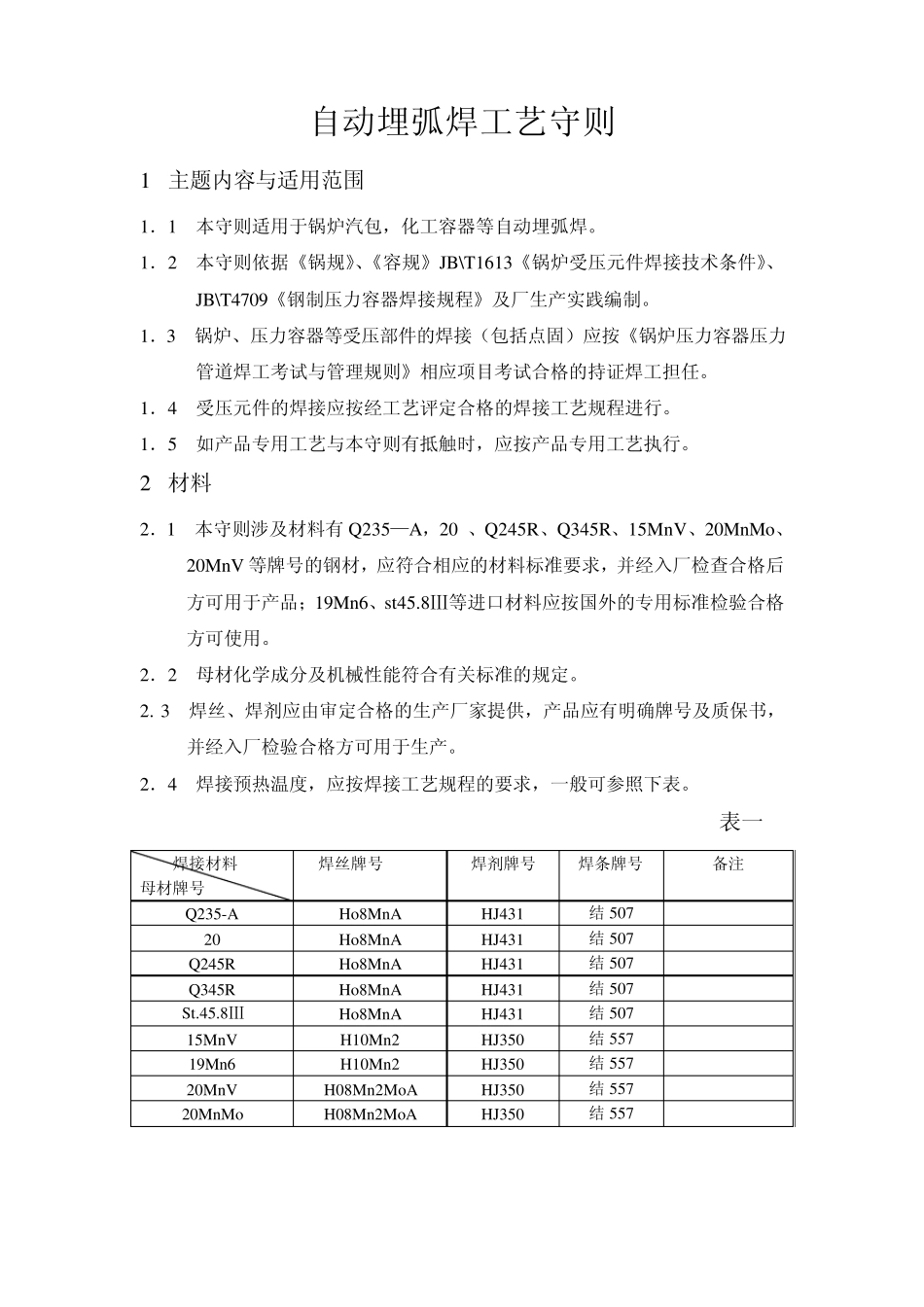
2.4 焊接预热温度,应按焊接工艺规程的要求,一般可参照下表
表一 焊接材料 母材牌号 焊丝牌号 焊剂牌号 焊条牌号 备注 Q235-A Ho8MnA HJ431 结 507 20 Ho8MnA HJ431 结 507 Q245R Ho8MnA HJ431 结 507 Q345R Ho8MnA HJ431 结 507 St
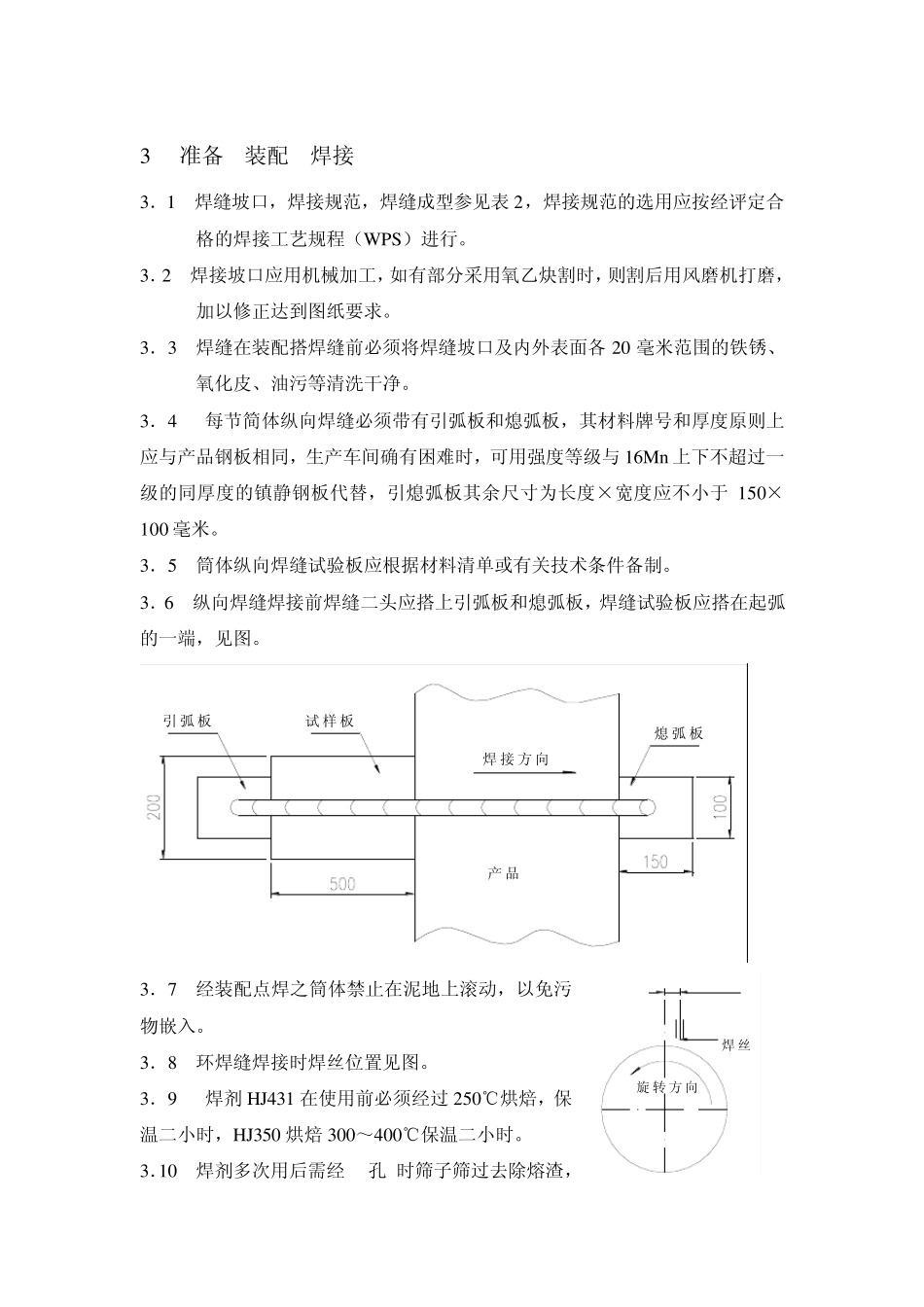
8Ⅲ Ho8MnA HJ431 结 507 15MnV H10Mn2 HJ350 结 557 19Mn6 H10Mn2 HJ350 结 557 20MnV H08Mn2MoA HJ350 结 557 20MnMo H08Mn2MoA HJ350 结 557 3 准备 装配 焊接 3.1 焊缝坡口,焊接规范,焊缝成型参见表 2,焊接规范的选用应按经