从事钣金工作多年,今天为您详解PROE中折弯表与K因子
折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的
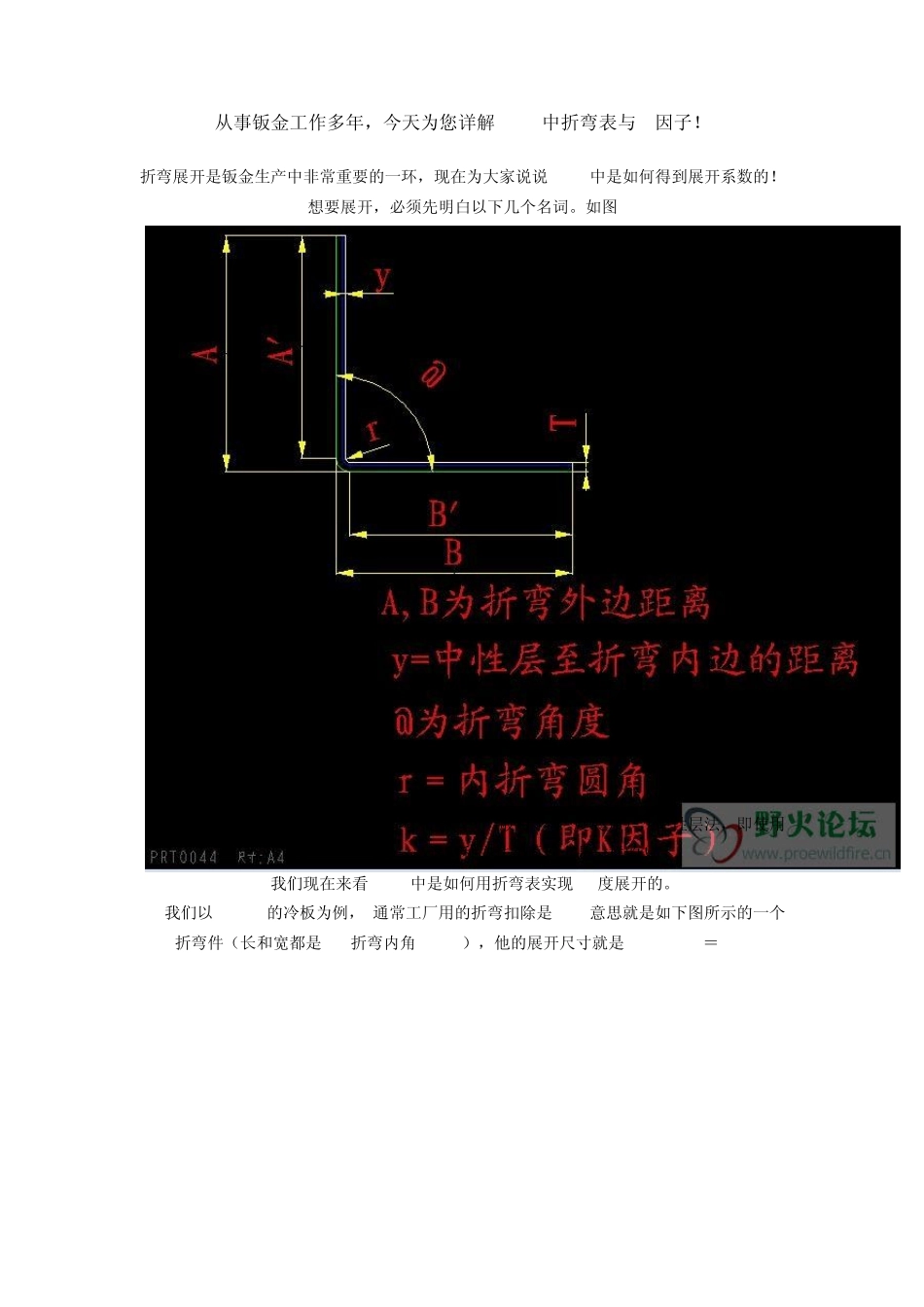
想要展开,必须先明白以下几个名词
如图 现在通常的展开方法有两种,折弯扣除=M(一般用于 90度展开),中性层法,即使用K因子(非90度)
这两种方法在原理上是一样的
我们现在来看 PROE中是如何用折弯表实现90度展开的
0MM 的冷板为例, 通常工厂用的折弯扣除是1
意思就是如下图所示的一个折弯件(长和宽都是25
折弯内角 r=0
5),他的展开尺寸就是25+25-1
3 那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形, 完成退出
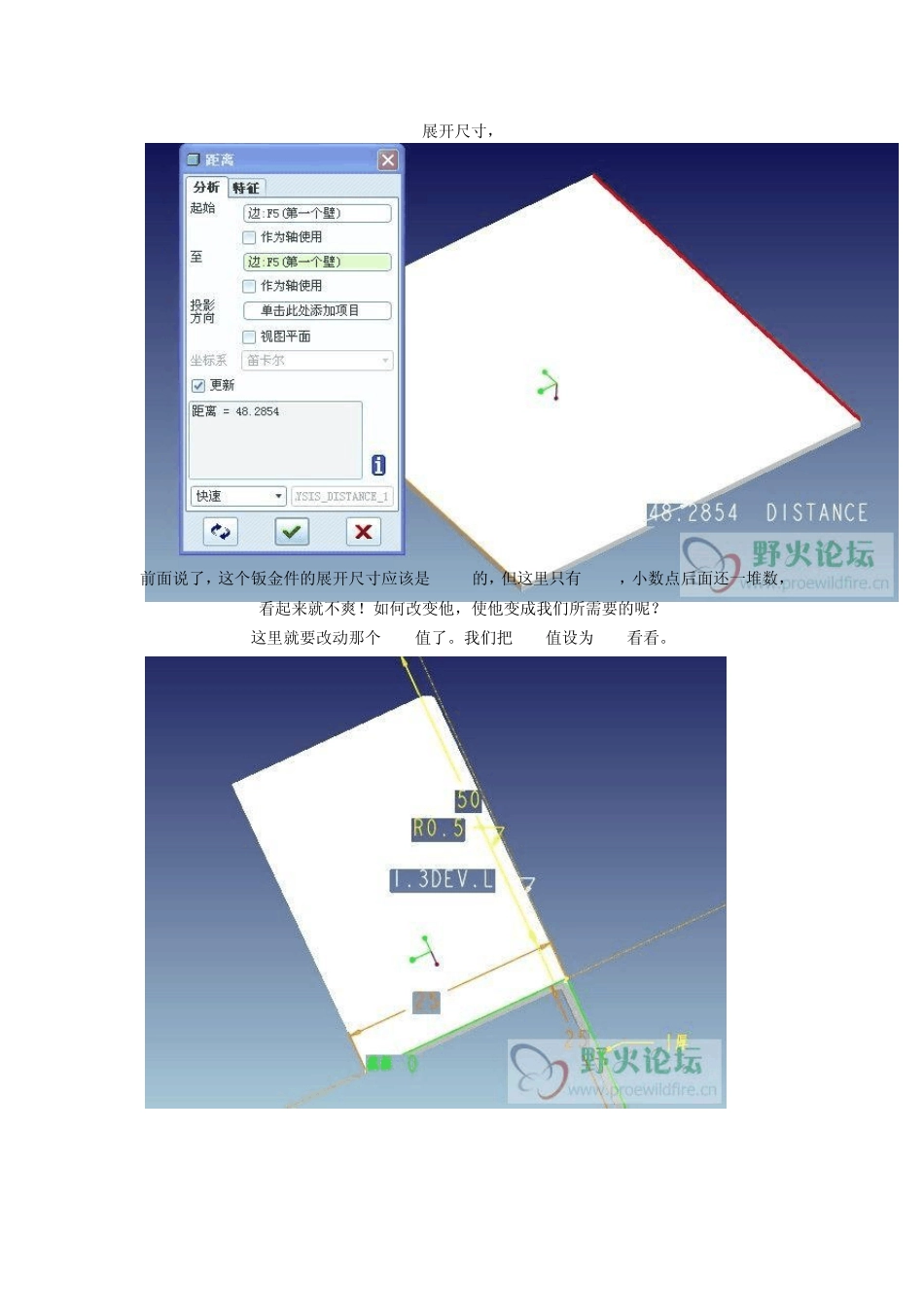
得到这样一个零件 大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了, 我们现在来看看他的展开尺寸, 前面说了,这个钣金件的展开尺寸应该是48
3的,但这里只有48
2,小数点后面还一堆数,看起来就不爽
如何改变他,使他变成我们所需要的呢
这里就要改动那个DEV值了
我们把 DEV值设为 1
再生后再次测量展开长度, 嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢
这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说
我们再来看如何使用折弯表得到这个值 编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表 得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度
两栏相交的格就是DEV值
我们在折弯表内填下如图的值
现在我们把零件的厚度设为 1
他的折弯扣除应该是 2
那么展开长度应该是 47
5,再来看看 PORE中的展开长度是否如此
嗯, 完全稳合
现在我们再来看中性