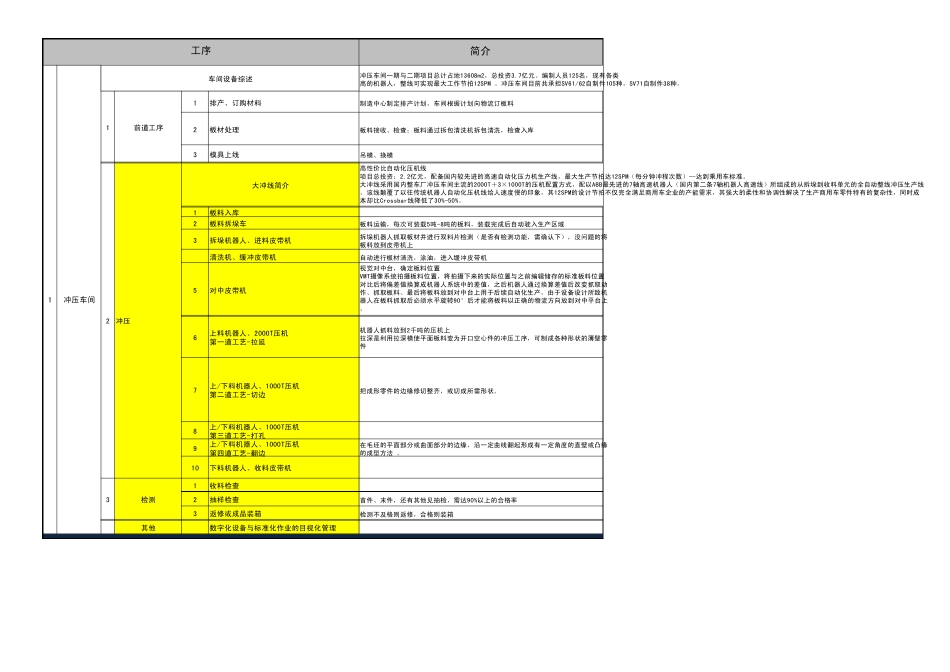
简 介1排 产 、 订 购 材 料制 造 中 心 制 定 排 产 计 划 , 车 间 根 据 计 划 向 物 流 订 板 料2板 材 处 理板 料 接 收 、 检 查 ; 板 料 通 过 拆 包 清 洗 机 拆 包 清 洗 , 检 查 入 库3模 具 上 线吊 模 、 换 模1板 料 入 库2板 料 拆 垛 车板 料 运 输 , 每 次 可 装 载 5吨 -8吨 的 板 料 , 装 载 完 成 后 自 动 驶 入 生 产 区 域3拆 垛 机 器 人 、 进 料 皮 带 机拆 垛 机 器 人 抓 取 板 材 并 进 行 双 料 片 检 测 ( 是 否 有 检 测 功 能 , 需 确 认 下 ) , 没 问 题 的 将板 料 放 到 皮 带 机 上4清 洗 机 、 缓 冲 皮 带 机自 动 进 行 板 材 清 洗 , 涂 油 , 进 入 缓 冲 皮 带 机5对 中 皮 带 机视 觉 对 中 台 , 确 定 板 料 位 置VMT摄 像 系 统 拍 摄 板 料 位 置 , 将 拍 摄 下 来 的 实 际 位 置 与 之 前 编 辑 储 存 的 标 准 板 料 位 置对 比 后 将 偏 差 值 换 算 成 机 器 人 系 统 中 的 差 值 , 之 后 机 器 人 通 过 换 算 差 值 后 改 变抓 取 动作、 抓 取 板 料 、 最后 将 板 料 放 到 对 中 台 上 用于后 续自 动 化生 产
由于设备设计 所致机器 人 在板 料 抓 取 后 必须水平旋转90°后 才能 将 板 料 以正确 的 物 流 方向 放 到 对 中 平台 上
6上 料 机 器 人 、 2000T压机第一道工艺-拉延机 器 人 抓 料 放 到 2千 吨 的 压机 上拉深 是 利 用拉深 模 使 平面 板 料 变为 开 口 空 心 件 的 冲 压工序 , 可 制 成 各 种 形 状 的 薄 壁 零件7上