浇注系统的设计浇注系统的作用1)引导液体金属平稳地充满型腔,避免冲坏型壁和型芯;2)挡住熔渣进入型腔;3)调节铸件的凝固顺序
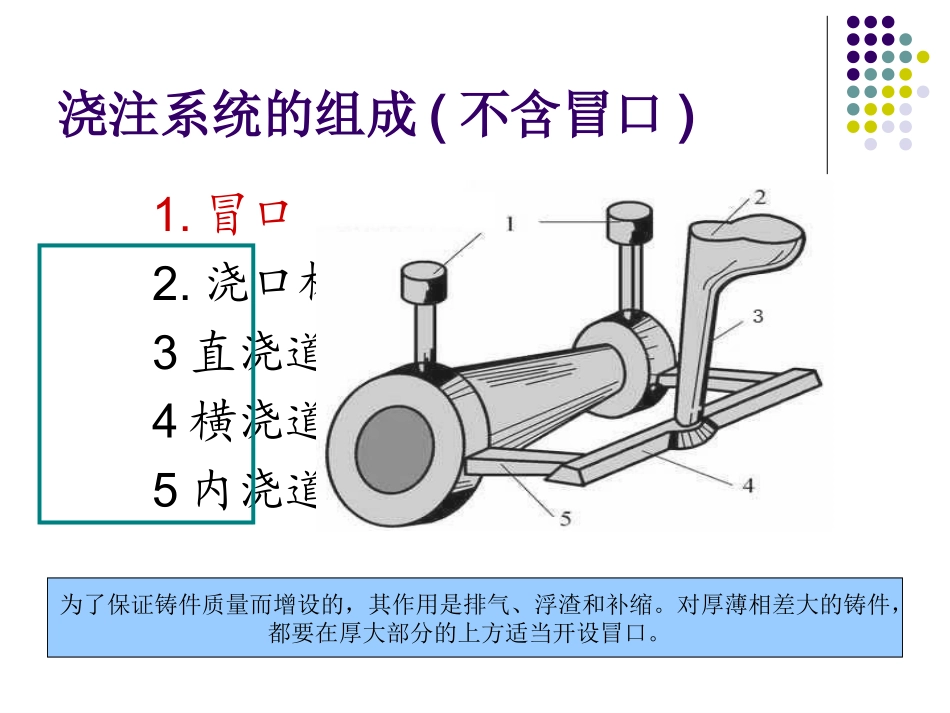
浇口杯3直浇道4横浇道5内浇道浇注系统的组成(不含冒口)为了保证铸件质量而增设的,其作用是排气、浮渣和补缩
对厚薄相差大的铸件,都要在厚大部分的上方适当开设冒口
应在一定的浇注时间内,保证充满型腔
保证铸件轮廓清晰,防止出现浇不足缺陷
可以控制浇注速率和方向,尽可能使金属液平稳充型
避免冲击、飞溅和漩涡发生,以免铸件产生氧化夹渣、气孔和砂眼等缺陷
(夹渣)应能把混入金属液中的熔渣和气体挡在浇注系统里,防止产生夹渣和气孔等缺陷
应能控制铸件凝固时的温度分布,减少或消除铸件产生缩孔、缩松、热裂和变形等缺陷
浇注系统结构应简单,简化造型、减少清理工作量和液体金属的消耗
对浇注系统的基本要求雷诺数Reρ、μ为流体密度和粘度;v、L为流场的特征速度和特征长度,内流问题则取通道内平均流速和通道直径
轻合金优质铸件:当Re