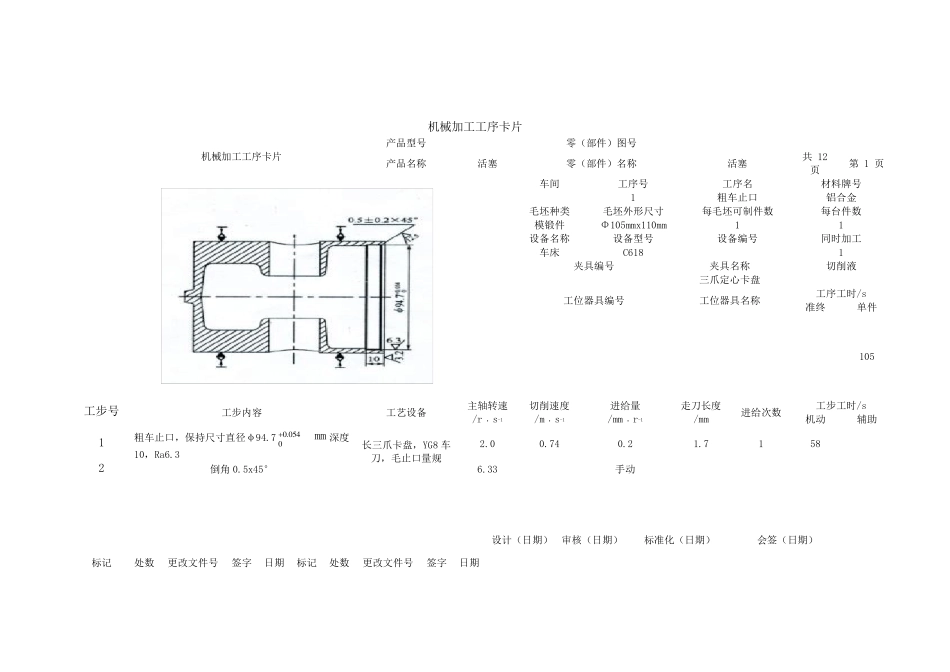
机械加工工艺过程卡片 机械加工工艺过程卡片 产品型号 零(部件)图号 产品名称 活塞 零(部件)名称 活塞 共2 页 第 1 页 材料牌号 铝合金 毛坯种类 模锻件 毛坯外形尺寸 Φ105mmx110mm 每毛坯可制件数 1 每台件数 1 备注 工序号 工序名称 工序内容 车间 工段 设备 工艺设备 工时/s 准终 单件 1 锻造 按活塞铸造工艺进行 2 铣浇冒口 在铸造车间进行 3 时效处理 按活塞时效工艺进行 4 粗车止口 止口:直径φ94
70 5 4
00 mm 深度10,Ra6
5x45°,Ra12
5um C618 型车床 长三爪卡盘,YG8 车刀,毛止口量规 105 5 粗镗销孔 销孔直径φ270 5
0mm 销孔上母线到止口端面距离为63
05mm 销孔轴心线与裙部轴心线的对称度不大于 0
2mm 普通车床 YG8 专用镗刀,毛销孔量规,压紧工具,止口座 168 6 粗车外圆顶面、环槽 各部分尺寸见工序简图 C720 型多刀半自动车床 YG 毛环槽切刀,环槽到止口端面距离卡规,环槽刀夹 86 7 铣直横槽 直槽:宽1
12mm,与裙部轴心线倾斜1°30´±30´下端至止口端面距离为4
2mm;横槽:宽3±0
12mm,弦长74
4mm 专用铣槽机 止口座,拉紧工具,片铣刀φ60x1
5mm,片铣刀φ120-φ135x3mm 106 8 钻油孔 Φ3
5mm 油孔,8 个,去除毛刺,油孔中心必须在环槽中间 Z12 型台钻 钻油孔夹具,φ3
5mm钻头 178 9 精车止口,打 中心孔 止口:直径φ950 1 5
00mm,深10,Ra3
2um;倒角2x45°,Ra,1
60um;用φ2
5mm-φ3mm 中心钻打 中心孔,深度不大于 4
8mm 镗孔机床 车刀,中心钻,光 止口塞规,三爪卡盘 138 1