Q420 高强钢焊接作业指导书 编 制: 乔亚霞 审 核: 徐德录 批 准: 杨建平 国电电力建设研究所 二零零六年七 月 目 录 1 .目的 2 .使用范围 3 .焊前准备 4 .焊接工艺要点 5 .质量检验 附表 焊接作业指导书 1 .目的 根据国家电网公司在输电线路铁塔制造中推广使用Q420 高强钢的工作安排,依据JGJ 81-2002《建筑钢结构焊接技术规程》的规定,在进行Q420钢焊接工艺评定工作的基础上,形成了本焊接作业指导书,各铁塔制造企业可按照此工艺文件结合具体产品和本企业的生产条件形成具体的作业文件并认真贯彻执行,保证铁塔的制造质量
2 .适用范围 2
1 本指导书适用于在厂房内的Q420 高强钢焊接
2 本指导书适用于焊条电弧焊方法(SMAW)、CO2 气体保护焊方法(GMAW)和埋弧焊方法(SAW)
3 本指导书适用于环境温度为0℃以上的工作环境
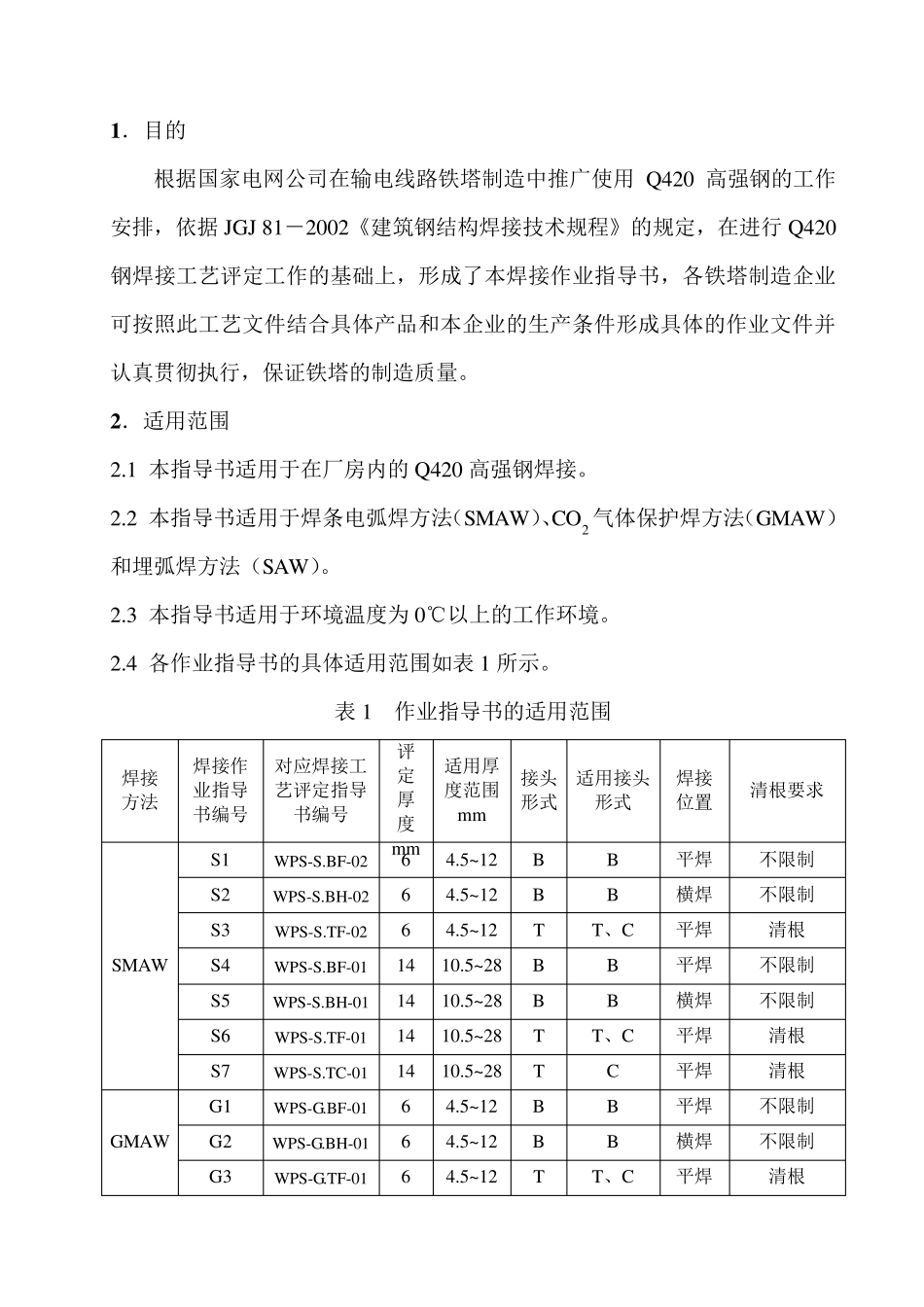
4 各作业指导书的具体适用范围如表 1 所示
表 1 作业指导书的适用范围 焊接 方法 焊接作业指导书编号 对应焊接工艺评定指导书编号 评定 厚度 mm 适用厚度范围 mm 接头形式 适用接头 形式 焊接 位置 清根要求 SMAW S1 WPS-S
BF-02 6 4
5~12 B B 平焊 不限制 S2 WPS-S
BH-02 6 4
5~12 B B 横焊 不限制 S3 WPS-S
TF-02 6 4
5~12 T T、C 平焊 清根 S4 WPS-S
BF-01 14 10
5~28 B B 平焊 不限制 S5 WPS-S
BH-01 14 10
5~28 B B 横焊 不限制 S6 WPS-S
TF-01 14 10
5~28 T T、C 平焊 清根 S7 WPS-S
TC-01 14 10
5~28 T C 平焊 清根 GMAW G1 WPS-G
BF-01 6 4