S7-1200 控制伺服V90 PN 工艺对象(看完秒懂) 1
使用声明 本文仅供参考,CPU 版本、类型可能与用户实际使用不同,用户可能需要先对本文做修改和调整,才能将其用
版本要求 首先博图版本是 V14 SP1,软件最好是 V14 SP1 之类的或更高版本
实现功能 通过基于 PROFINET 的 PROFIdriv e 方式与 V90 PN 连接,工艺对象组态
轴的点动,轴按指定速度运行,轴执行相对定位,轴执行绝对定位,轴停止,读写轴的参数
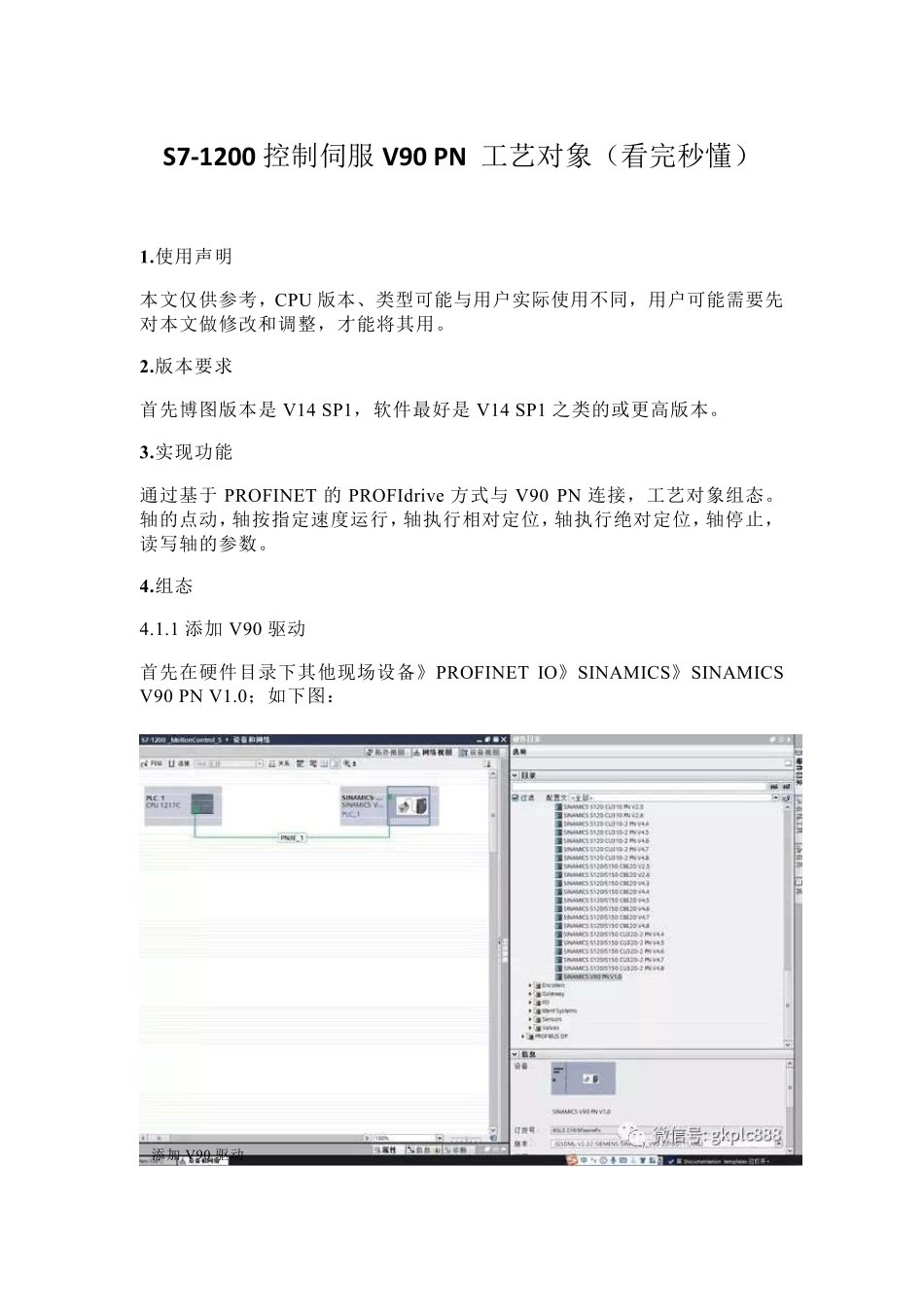
1 添加 V90 驱动 首先在硬件目录下其他现场设备》PROFINET IO》SINAMICS》SINAMICS V90 PN V1
0;如下图: 添加 V90 驱动 4
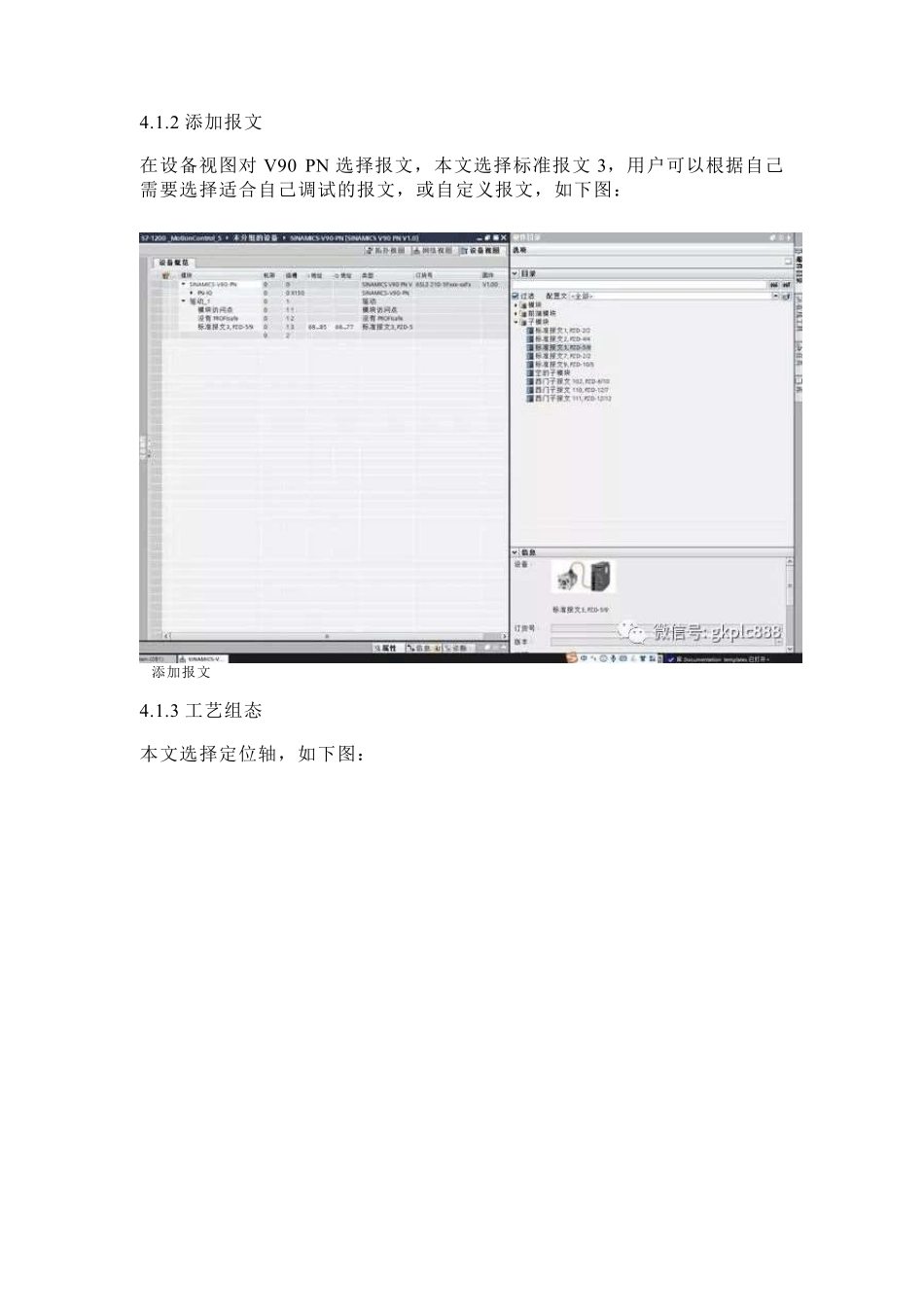
2 添加报文 在设备视图对V 90 PN 选择报文,本文选择标准报文3,用户可以根据自己需要选择适合自己调试的报文,或自定义报文,如下图: 添加报文 4
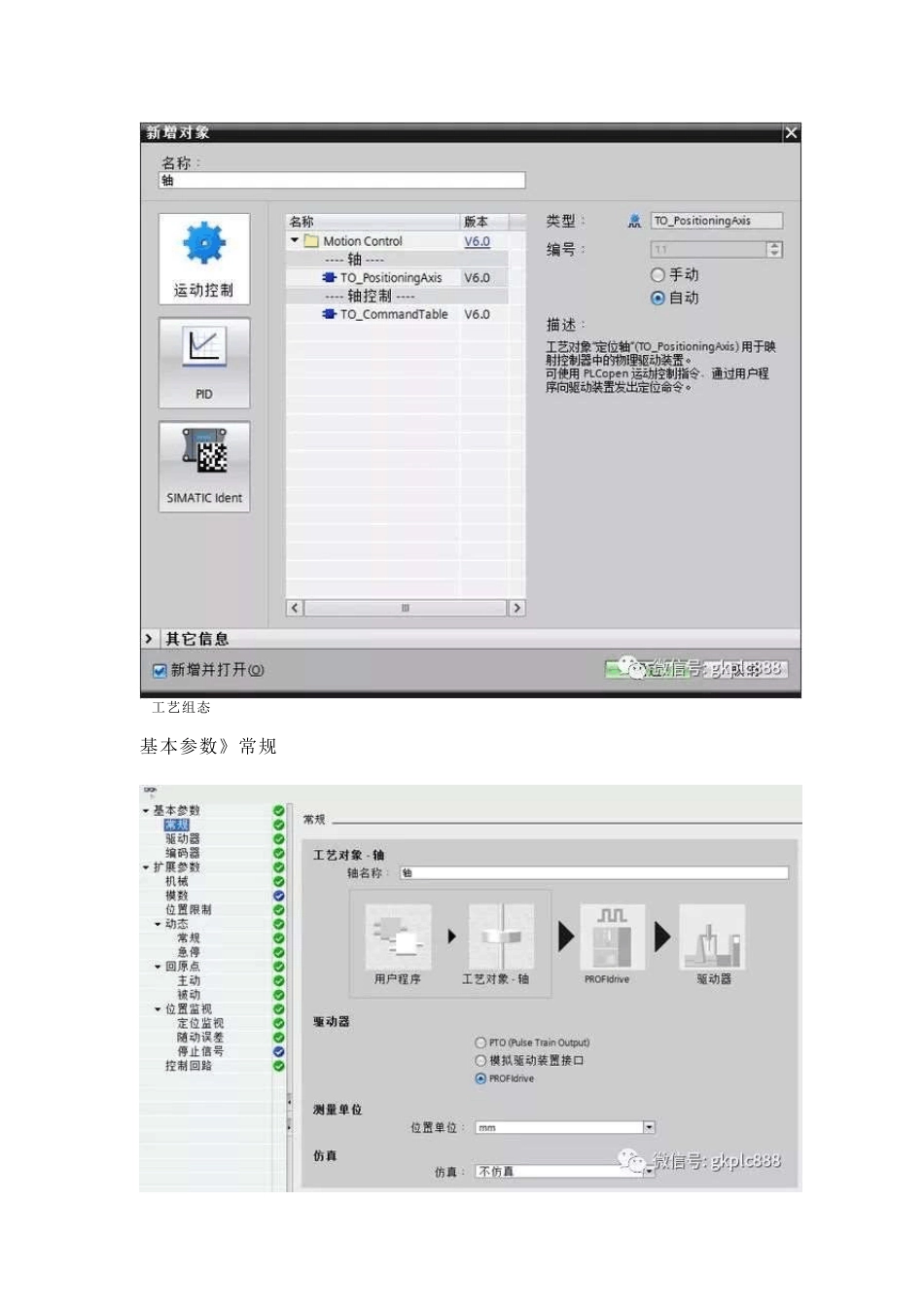
3 工艺组态 本文选择定位轴,如下图: 工艺组态 基本参数》常规 基本参数》驱动器 驱动器 基本参数》编码器 编码器 5
程序编写 5
MC_Power 运动控制指令可启用或禁用轴
MC_Power 指令必须在程序里一直调用,并保证 MC_Power 指令在其他Motion Control 指令的前面调用
StartMode: 0:速度控制 ; 1:位置控制
StopMode= 0:紧急停止,按照轴工艺对象参数中的“急停”速度停止轴
StopMode=1:立即停止,PLC 立即停止发脉冲
StopMode=2:带有加速度变化率控制的紧急停止:如果禁用轴的请求处于待决状态,则轴将以组态的急停减速度进行制动
如果激活了加速度变化率控制,会将已组态的加速度变化率考虑在内
轴在变为静止状态后被禁用
MC_Power 5
MC_Home 运动控制指令