工作文件 深圳市XXX有限公司 KQWXXX 版 次:1
0 冲压件通用检验规范 页 次:1/11 编制: 审核: 审批: ※ ※ 目 錄 ※ ※ REV
ECN NO
修 訂 內 容 備 註 1
0 初 版 發 行 工作文件 深圳市XXX 有限公司 KQWXXX 版 次:1
0 冲压件通用检验规范 页 次:2/11 编制: 审核: 审批: 1
目的 制定冲压生产线的一般检验准则,在规格,客户之外观规范及产品范围等没有明确规定时,以此作为检验检验过运作之依据
范围 适用于 PCE,ECG 的所有冲制作 3
参考文件 3
1ES04-021Compaq 铁壳外观规范 3
2 记录保存依QS-16 4
特殊规定 4
1 本文件若与蓝图及IS,SIP,SOP,PMP 客户检验规范发生冲突,以上述规格和蓝图为准
2 例外规定放入个别检验规格内
3 若个别规格要求超出(低于或松于)此文件,以个别规格为准
检验规定 5
1 毛刺的规定: 5
1 所有冲制件的毛刺高度不得超过板厚的5%,不允许有毛刺的方,必须有压毛边工序,压完毛边后,不得有刮手的感觉
2 对于 0
4MM 的不锈钢,马口铁及铜弹片,毛刺高度应控制在0
04MM 以下
3 弯曲时,角根部端面挤出毛刺也应在料厚 5%的规定之内
任何面若有压重挤出毛刺(如图 1),必须清除掉
4 在制程中,若发现毛刺手感明显时,就要用于千分尺或投影仪测量,当毛刺高工作文件 深圳市XXX有限公司 KQWXXX 版 次:1
0 冲压件通用检验规范 页 次:3/11 编制: 审核: 审批: 度大于4%时,就要做好检查记录并要求修模,但已冲零件放行
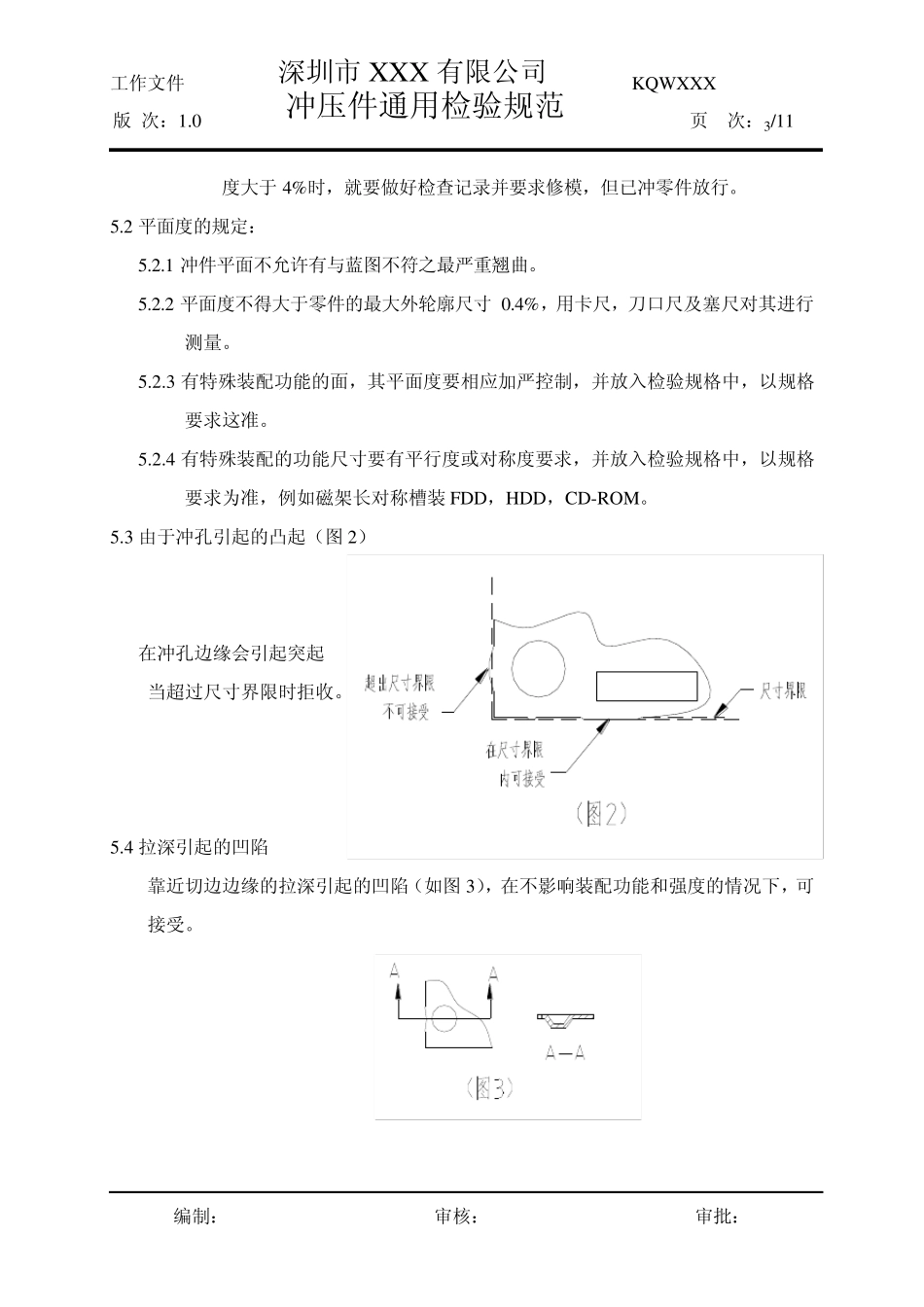
2 平面度的规定: 5
1 冲件平面不允许有与蓝图不符之最严重翘曲
2 平面度不得大于零件的最大外轮廓