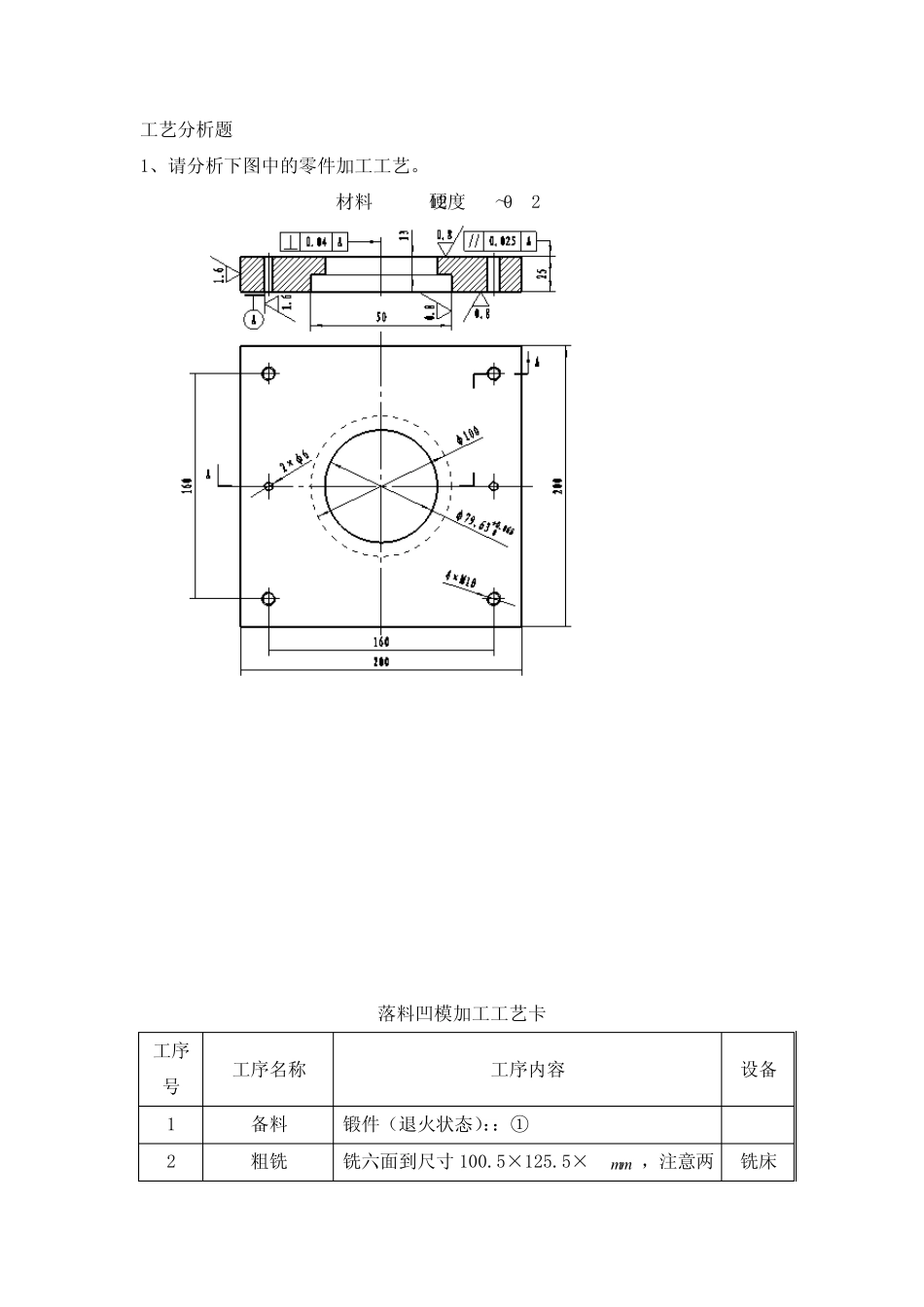
宜宾职业技术学院 《冲压模具及工艺》试题库 课程代码:1 3 1 0 8 1 1 课程性质:专业必修课 适用专业:数控、模具 学 分:3 负 责 人:曾欣 参 与 人:刘光虎、杨宇 二 0 0 八年九月 工艺分析题 1、请分析下图中的零件加工工艺
材料:Cr12 硬度:60~62HRC 落料凹模加工工艺卡 工序号 工序名称 工序内容 设备 1 备料 锻件(退火状态)::① 2 粗铣 铣六面到尺寸100
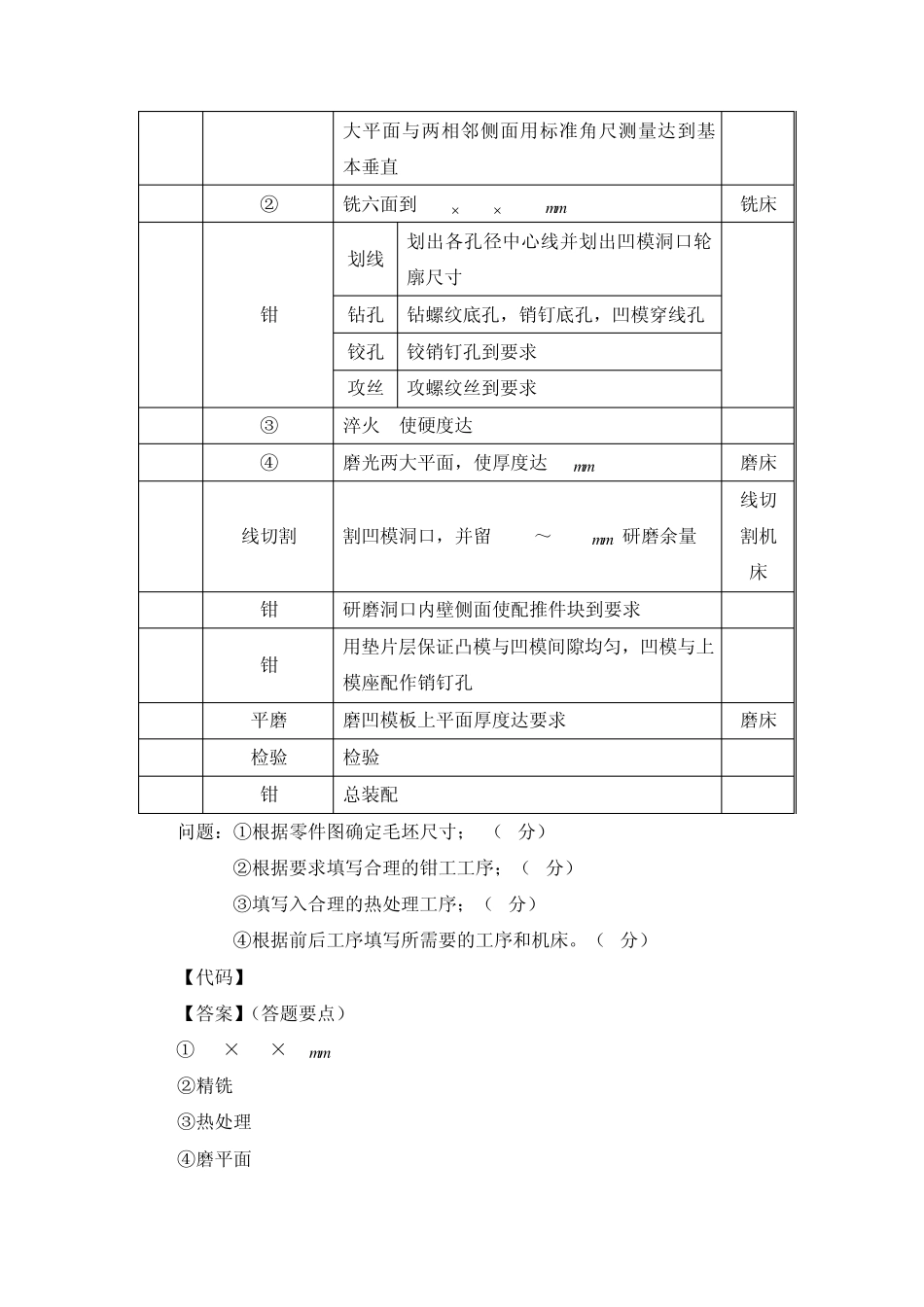
5×33mm ,注意两铣床 大平面与两相邻侧面用标准角尺测量达到基本垂直 3 ② 铣六面到 200 200 25
5mm 铣床 4 钳 划线 划出各孔径中心线并划出凹模洞口轮廓尺寸 钻孔 钻螺纹底孔,销钉底孔,凹模穿线孔 铰孔 铰销钉孔到要求 攻丝 攻螺纹丝到要求 5 ③ 淬火 使硬度达 60~64HRC 6 ④ 磨光两大平面,使厚度达 25mm 磨床 7 线切割 割凹模洞口,并留 0
02mm 研磨余量 线切割机床 8 钳 研磨洞口内壁侧面使配推件块到要求 9 钳 用垫片层保证凸模与凹模间隙均匀,凹模与上模座配作销钉孔 10 平磨 磨凹模板上平面厚度达要求 磨床 11 检验 检验 12 钳 总装配 问题:①根据零件图确定毛坯尺寸; (3分) ②根据要求填写合理的钳工工序;(4分) ③填写入合理的热处理工序;(4分) ④根据前后工序填写所需要的工序和机床
(4分) 【代码】15044064 【答案】(答题要点) ①210×210×35mm ②精铣 ③热处理 ④磨平面 2、冲孔凸模加工工艺过程 材料:T10A 硬度:56~60HRC 冲孔凸模加工工艺卡 工序号 工序名称 工序内容 设备 1 备料 锻件(退火状态)①: 2 热处理 退火,硬度达180~220HB 3 车 车一端面,打顶尖孔,车外圆至 11mm ;掉头车另一端面,长度至尺寸45mm ;