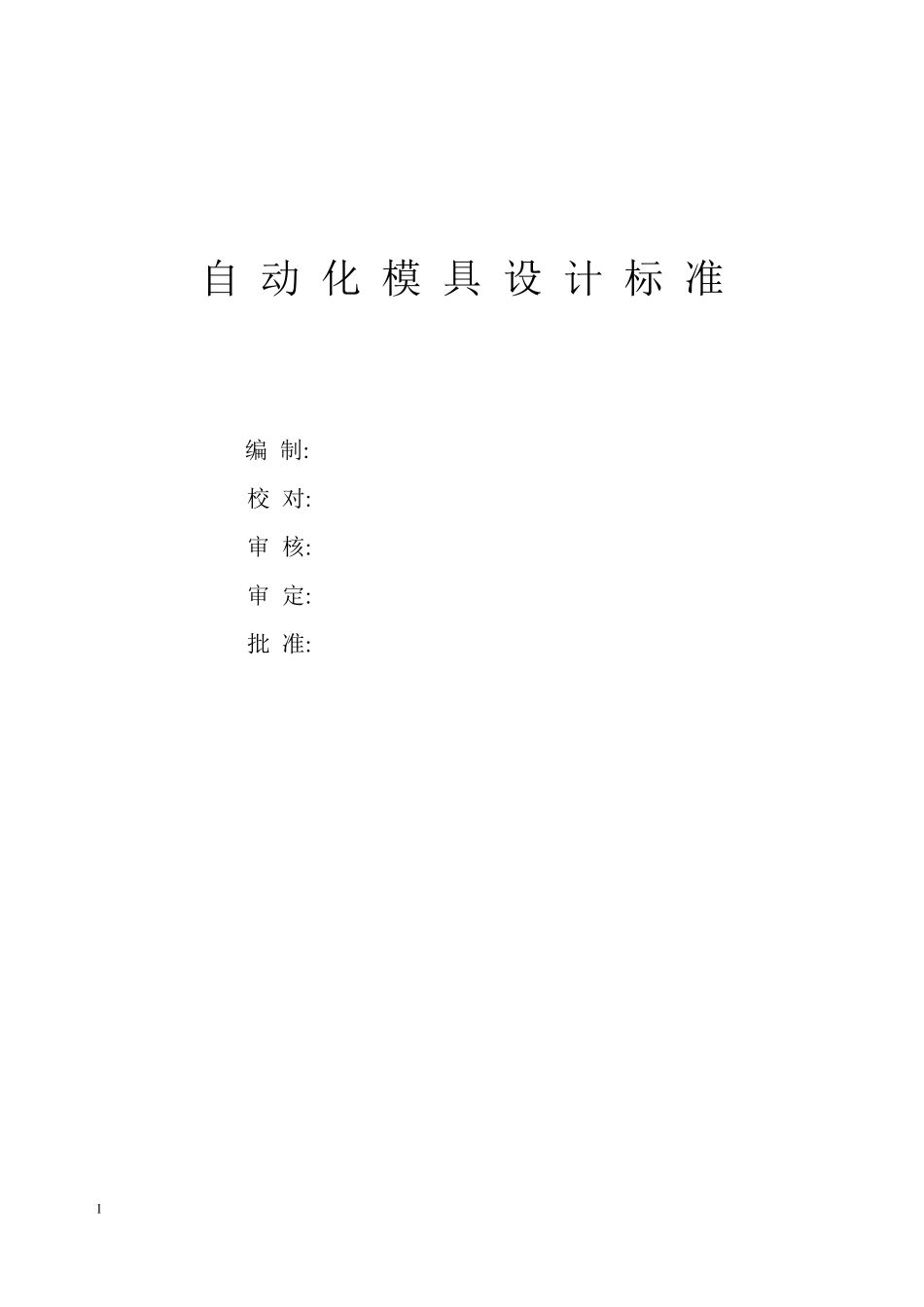
1 自 动 化 模 具 设 计 标 准 编 制: 校 对: 审 核: 审 定: 批 准: 一、 模具的安装要求: (1) 自动化模具闭合高度900~1350,50 一档,同制件各工序闭合高度一致; (2) 下模模具中心线位置应有快速定位键槽,且为通槽,通键尺寸如下图
(3)自动换模不交换气垫杆,原则上模具设计时要考虑下模整体避让气垫杆
如果因避让气垫杆造成模具强度严重降低,可不采用整体避让气垫杆
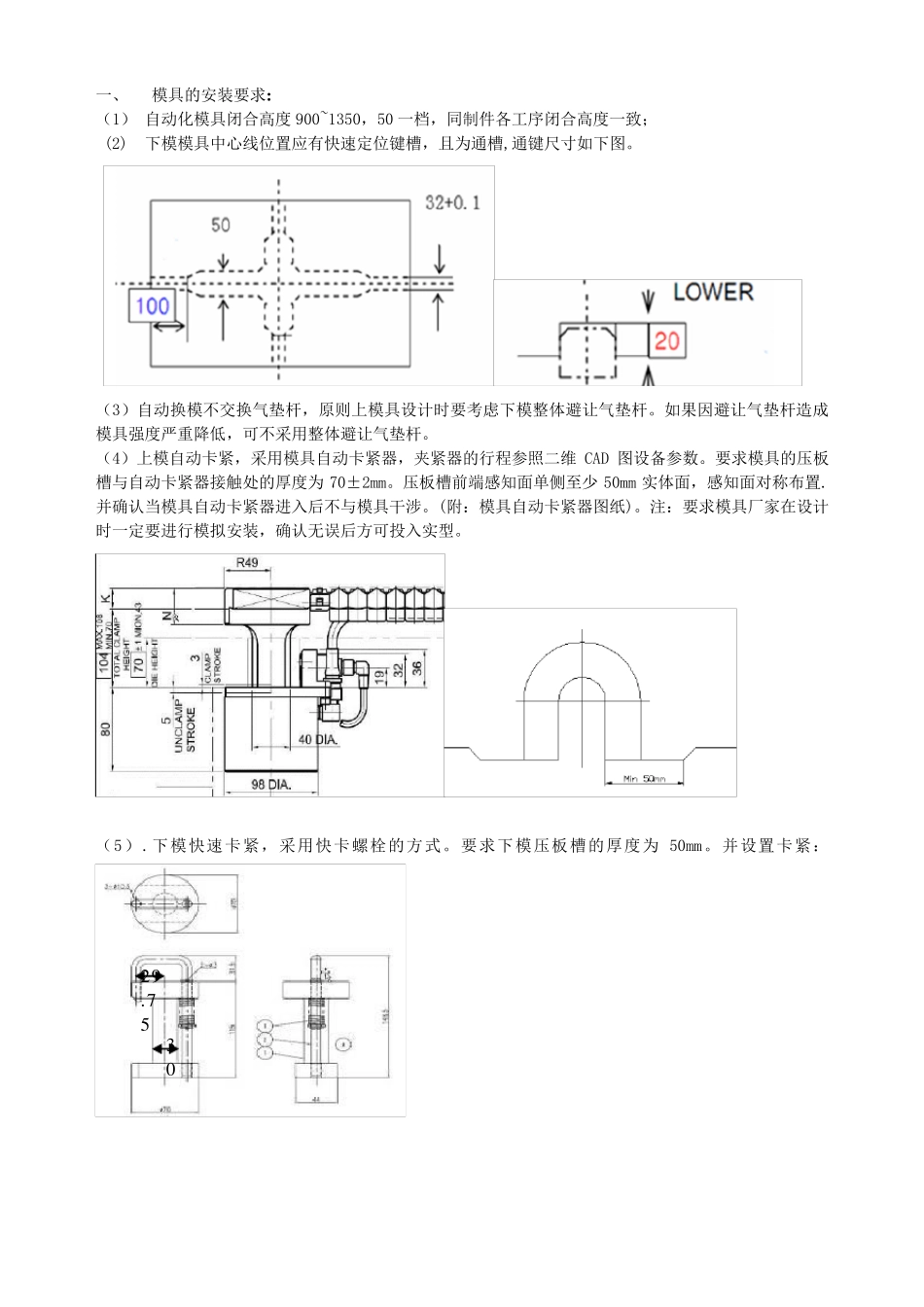
(4)上模自动卡紧,采用模具自动卡紧器,夹紧器的行程参照二维CAD 图设备参数
要求模具的压板槽与自动卡紧器接触处的厚度为70±2mm
压板槽前端感知面单侧至少50mm 实体面,感知面对称布置
并确认当模具自动卡紧器进入后不与模具干涉
(附:模具自动卡紧器图纸)
注:要求模具厂家在设计时一定要进行模拟安装,确认无误后方可投入实型
下模快速卡紧,采用快卡螺栓的方式
要求下模压板槽的厚度为50mm
并设置卡紧: 29
75 30 (6) 模具中心线位置及压机中心线位置应刻中心线
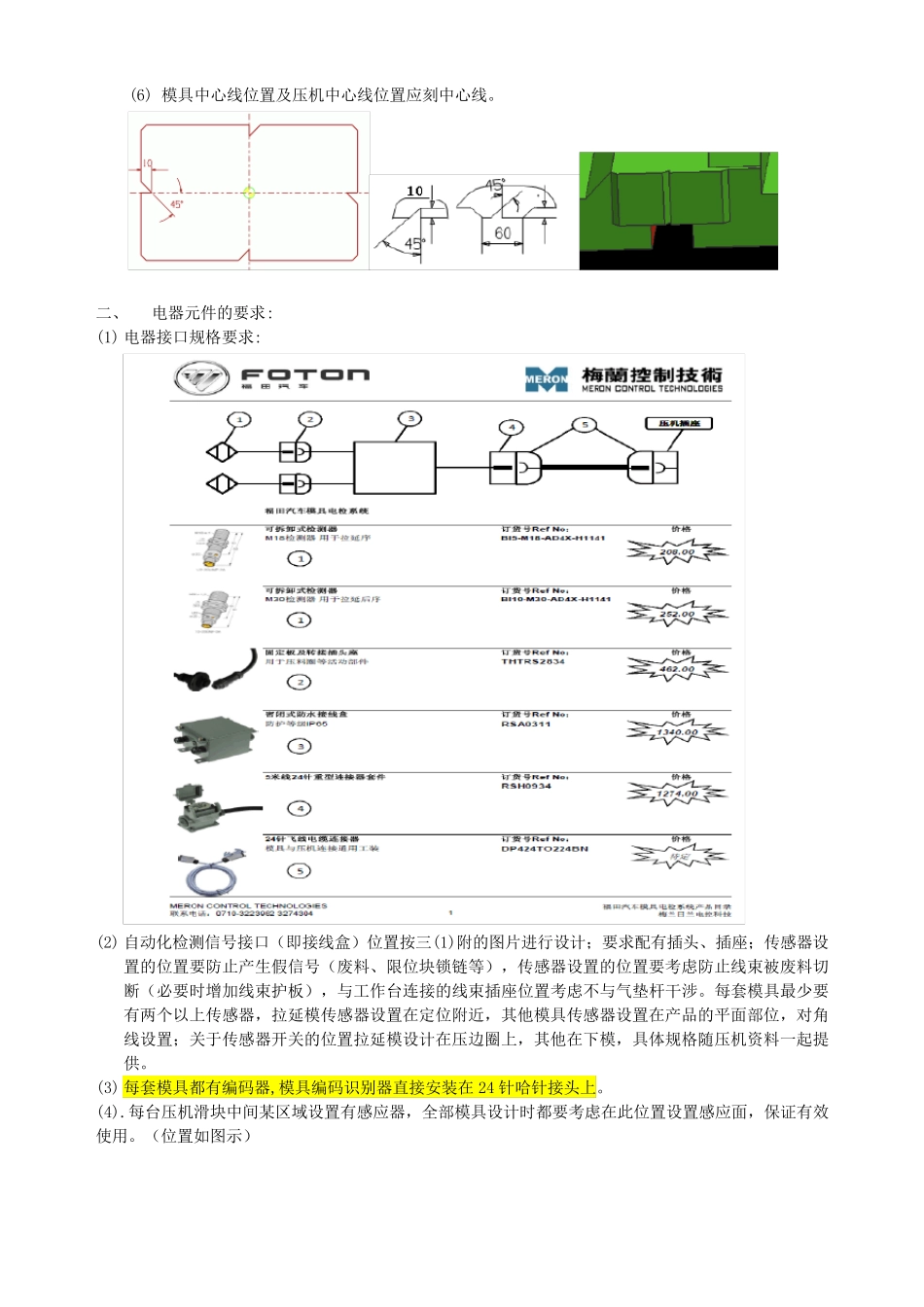
二、 电器元件的要求: (1) 电器接口规格要求: (2) 自动化检测信号接口(即接线盒)位置按三(1)附的图片进行设计;要求配有插头、插座;传感器设置的位置要防止产生假信号(废料、限位块锁链等),传感器设置的位置要考虑防止线束被废料切断(必要时增加线束护板),与工作台连接的线束插座位置考虑不与气垫杆干涉
每套模具最少要有两个以上传感器,拉延模传感器设置在定位附近,其他模具传感器设置在产品的平面部位,对角线设置;关于传感器开关的位置拉延模设计在压边圈上,其他在下模,具体规格随压机资料一起提供
(3) 每套模具都有编码器,模具编码识别器直接安装在24 针哈针接头上
每台压机滑块中间某区域设置有感应器,全部模具设计时都要考虑在此位置设置感应面,保证有效使用
(位置如图示) (5) 接线盒