斜面、圆弧倒角的宏编程数控加工综合实训(加工中心操作工)天津职业技术师范大学工程实训中心谭积明刀具半径补偿值可以从CRT面板输入到CNC存储器中,在程序中用D地址指定的代码从存储器中选择刀具半径补偿值,该值用于刀具偏置
除按上述方法设置刀具半径补偿值外,机床系统还可允许在程序中用G10指令输入修改
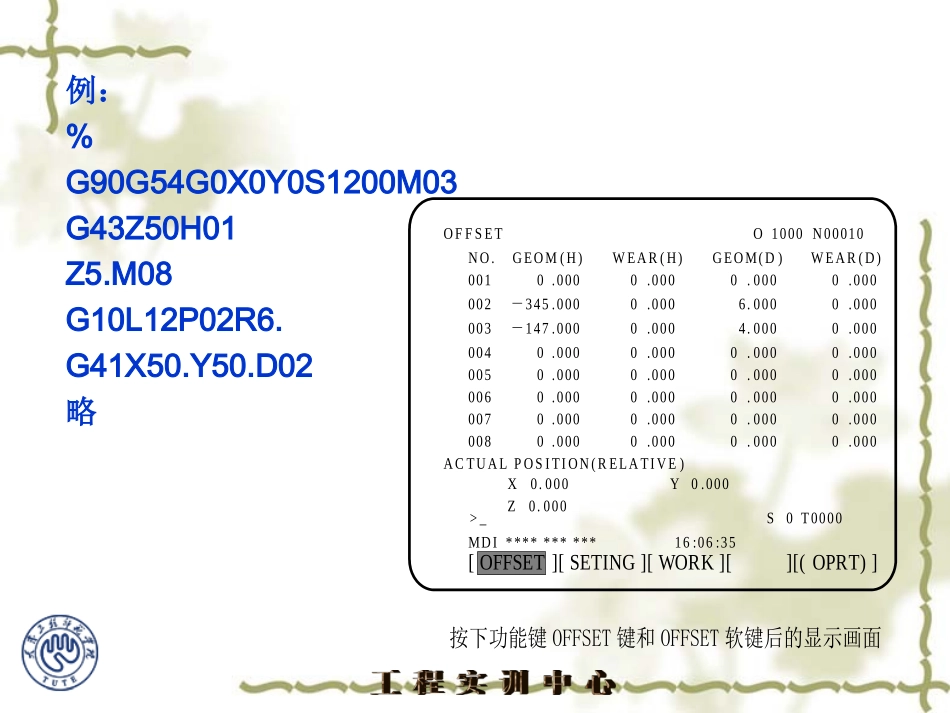
编程格式为:G10L12PR;其中,L12用于输入D代码的几何补偿值;P后为刀具补偿号;R后为刀具补偿值
可编程参数输入指令(G10)例:%G90G54G0X0Y0S1200M03G43Z50H01Z5
M08G10L12P02R6
G41X50
D02略OFFSETO1000N00010NO
GEOM(H)WEAR(H)GEOM(D)WEAR(D)0010
000002-345
000003-147
0000040
0000050
0000060
0000070
0000080
000ACTUALPOSITION(RELATIVE)[OFFSET][SETING][WORK][][(OPRT)]MDI**********16:06:35>_S0T0000X0
000按下功能键OFFSET键和OFFSET软键后的显示画面斜面、圆弧倒角的编程方法1、手工编程a
轮廓编程(成形刀)b
宏编程2、软件编程(CAD\CAM)三维编程在轮廓编程中,随着半径补偿值不同,刀具中心的轨迹不同
加工斜面或圆弧倒角时,以零件最大轮廓编程,在不同的加工深度采用不同的刀具补偿值,就能加工出斜面或圆弧倒角
由于加工斜面、圆弧倒角时,