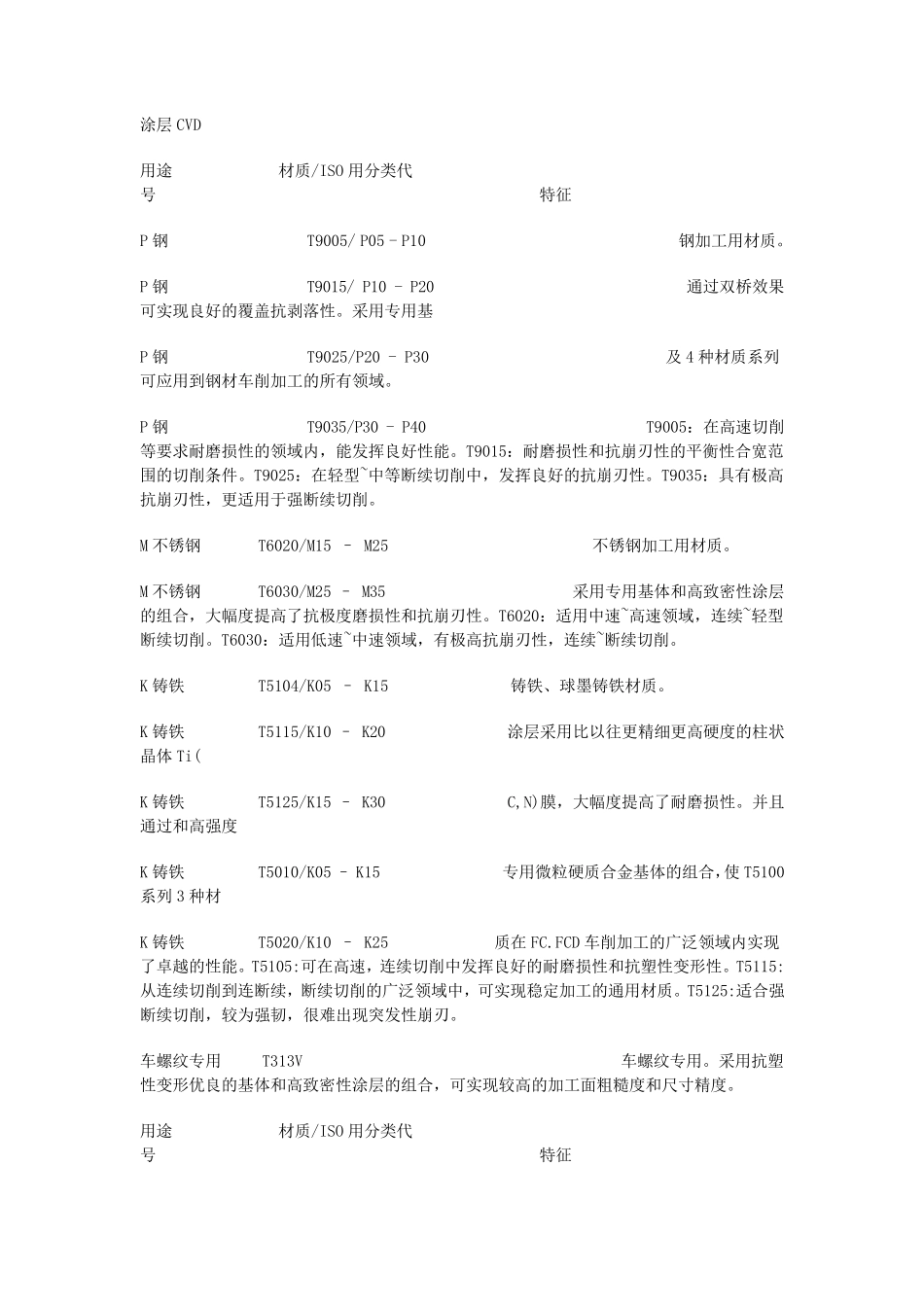
涂层CVD 用途 材质/ISO 用分类代号 特征 P 钢 T9005/ P05 - P10 钢加工用材质
P 钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性
采用专用基 P 钢 T9025/P20 - P30 及4 种材质系列可应用到钢材车削加工的所有领域
P 钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性
T9035:具有极高抗崩刃性,更适用于强断续切削
M 不锈钢 T6020/M15 – M25 不锈钢加工用材质
M 不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性
T6020:适用中速~高速领域,连续~轻型断续切削
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削
K 铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质
K 铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体 Ti( K 铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性
并且通过和高强度 K 铸铁 T5010/K05 – K15 专用微粒硬质合金基体的组合,使 T5100系列3 种材 K 铸铁 T5020/K10 – K25 质在FC
FCD 车削加工的广泛领域内实现了卓越的性能
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃
车螺纹专用 T313V 车螺纹专用
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加