埋弧焊双狐双丝焊接工艺 1 双弧双丝埋弧焊的特点 在焊接厚板时,若采用单丝埋弧焊,加大焊接电流和电弧电压,虽然可以增加焊丝填充量,提高焊接速度,但是由于热输入量大,热循环过程快,会引起焊缝金属组织粗大,冲击性能降低
而且,熔化金属可能来不及摊开,造成焊缝成型不美观
双丝双弧埋弧焊由于是双电弧单熔池,不仅实现高速焊接,而且热循环过程相对较慢,有利于焊缝中微量元素的扩散,提高焊缝性能
双丝双弧埋弧焊采用双电源,双焊丝(电极),前道直流后道交流
前电极为直流,采用大焊接电流低电弧电压,充分发挥直流电弧的穿透力,获得大熔深;后电极为交流,采用相对较小焊接电流大电弧电压,增加熔宽,克服前道大电流可能形成的熔化金属堆积,配合高速度焊接,从而形成美观的焊缝成形
由于前道电弧给后道焊接提供了预热功能,还可以大幅度减低电力消耗
2 焊接 H 型钢双丝双弧埋弧焊工艺 2
1 双丝双弧埋弧焊设备及材料 设备采用双电源 LINCOLN 之DC-1500(或者DC-1000)、AC-1200,双电极(焊丝),控制箱为 NA-4、NA-3S,另配集成控制箱,焊丝采用锦泰 4
8mm埋弧焊丝,焊剂采用锦泰 SJ101焊剂,工件母材为 Q345B钢板
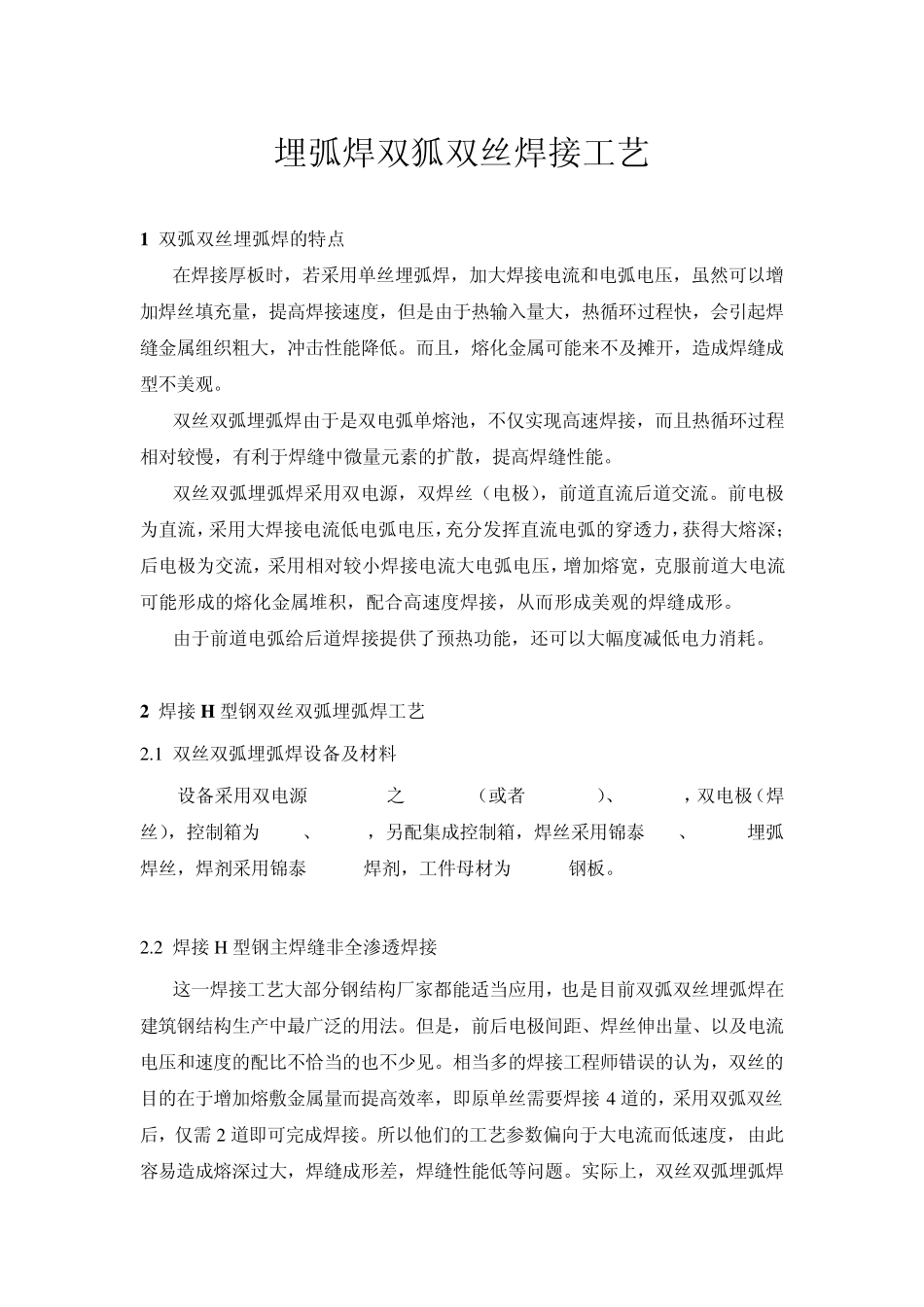
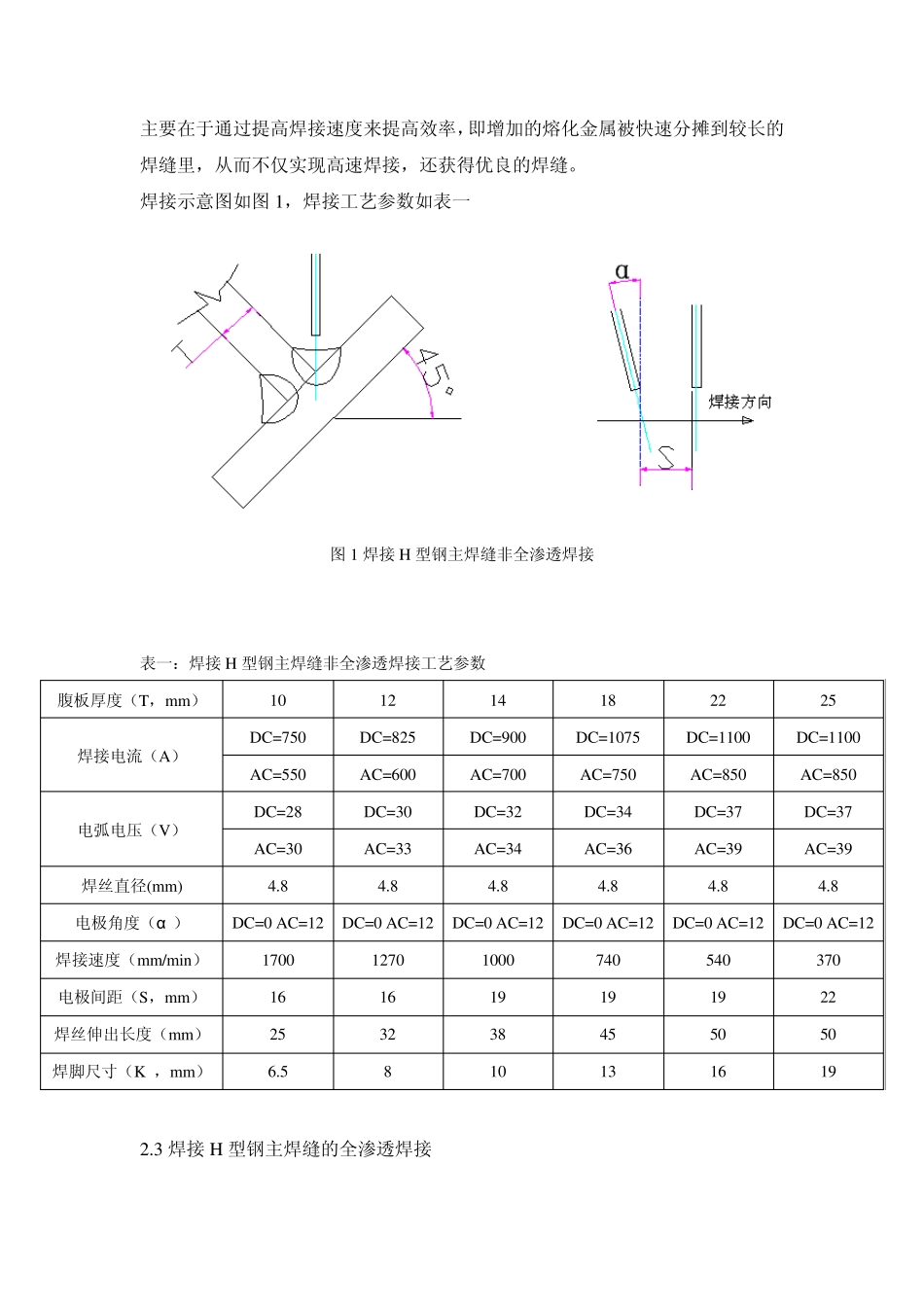
2 焊接 H 型钢主焊缝非全渗透焊接 这一焊接工艺大部分钢结构厂家都能适当应用,也是目前双弧双丝埋弧焊在建筑钢结构生产中最广泛的用法
但是,前后电极间距、焊丝伸出量、以及电流电压和速度的配比不恰当的也不少见
相当多的焊接工程师错误的认为,双丝的目的在于增加熔敷金属量而提高效率,即原单丝需要焊接 4 道的,采用双弧双丝后,仅需 2 道即可完成焊接
所以他们的工艺参数偏向于大电流而低速度,由此容易造成熔深过大,焊缝成形差,焊缝性能低等问题
实际上,双丝双弧埋弧焊 主要在于通过提高焊接速度来提高效率,即增加的熔化金属被快速分摊到较长的焊缝里,