本标准所引用的技术规范与标准分为“执行技术规范与标准”和“参考技术规范与标准”两部分
1 执行技术规范与标准 2
1 GB50205-2002 《钢结构工程施工及验收规范》 2
2 GB986-88 《埋弧焊焊缝坡口的基本形式和尺寸》 2
3 JGJ81-2002 《建筑钢结构焊接技术规程》 2
4 GB50205-2001 《钢结构工程施工质量验收规范》 2
5 GB5293 《碳素钢埋弧焊用焊剂》 2
2 参考技术规范与标准 2
1 《钢结构制作安装手册》 2
2 《建筑钢结构施工手册》 2
3 《焊接手册》 2
4 《钢结构工程施工工艺标准》 三部分:埋弧自动焊接技术 3
1 焊接原理: 焊接电弧是在焊剂层下的焊丝与母材之间产生,电弧热使其周围的母材、焊丝和焊剂熔化以致部分蒸发,金属和焊剂的蒸发气体形成一个气泡,电弧就在这个气泡内燃烧
气泡上部被一层熔化了的焊剂——熔渣构成的外膜所包围,这层外膜以及覆盖在上面的未熔化的焊剂共同对焊接起隔离空气、绝热、和屏蔽光辐射作用
焊丝熔化的熔滴落下与已局部熔化的母材混合而构成金属熔池,部分熔渣因密度小而浮在熔池表面
随着焊丝向前移动,电弧力将熔池中熔化金属推向熔池后方,在随后的冷却过程中,这部分熔化金属凝固成焊缝
熔渣凝固成渣壳 ,覆盖在焊缝金属表面上
在焊接过程中,熔渣除 了对熔池和焊缝金属起机 械 保 护 作用外,还 与熔化金属发生冶 金反 应 ( 如 脱 氧 、去 杂 质、渗 合金等 ),从 而影 响 焊缝金属的化学 成分
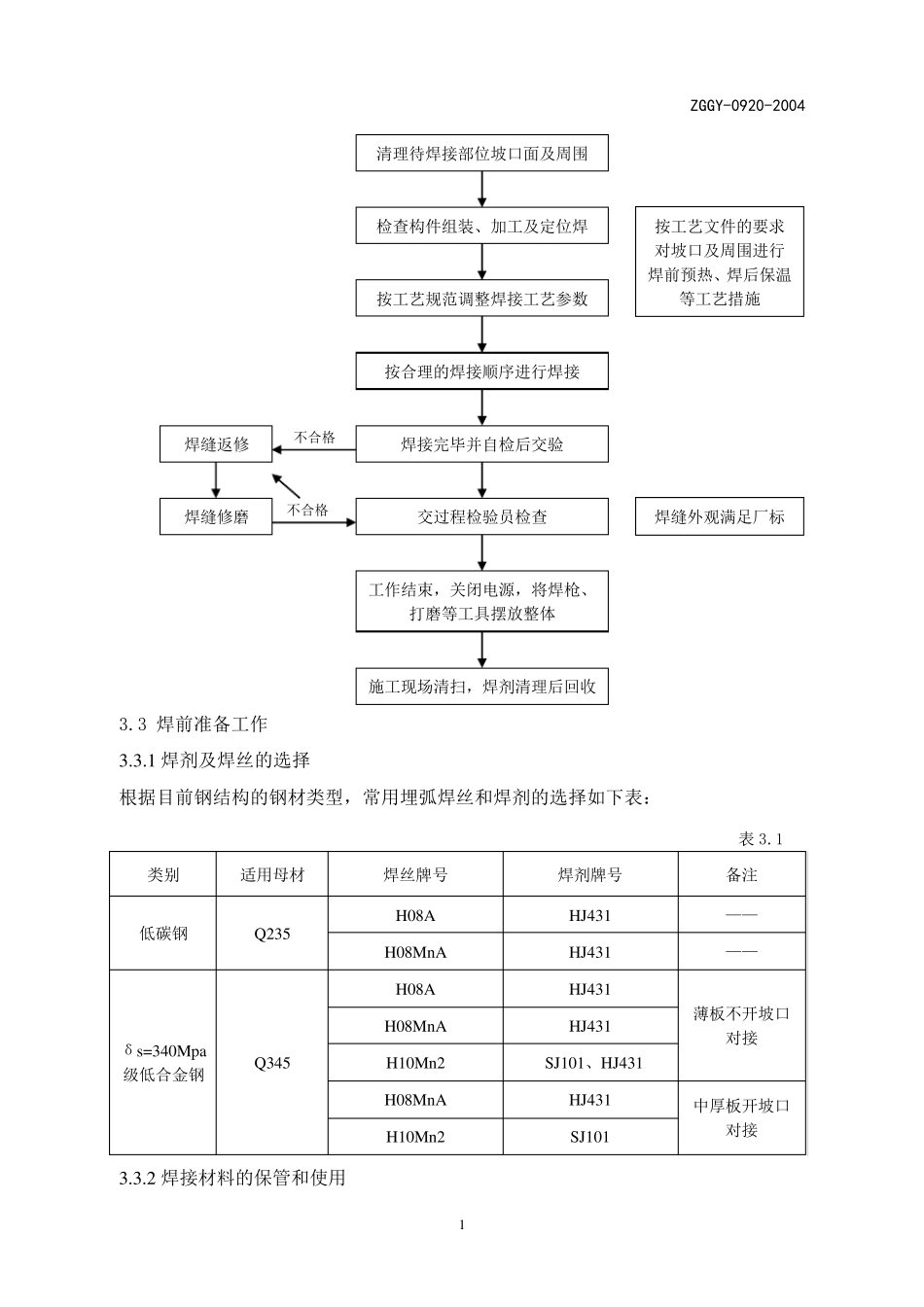
2 埋弧焊焊接施工工艺流 程 ZGGY-0920-2004 1 不合格 不合格 3
3 焊前准备工作 3
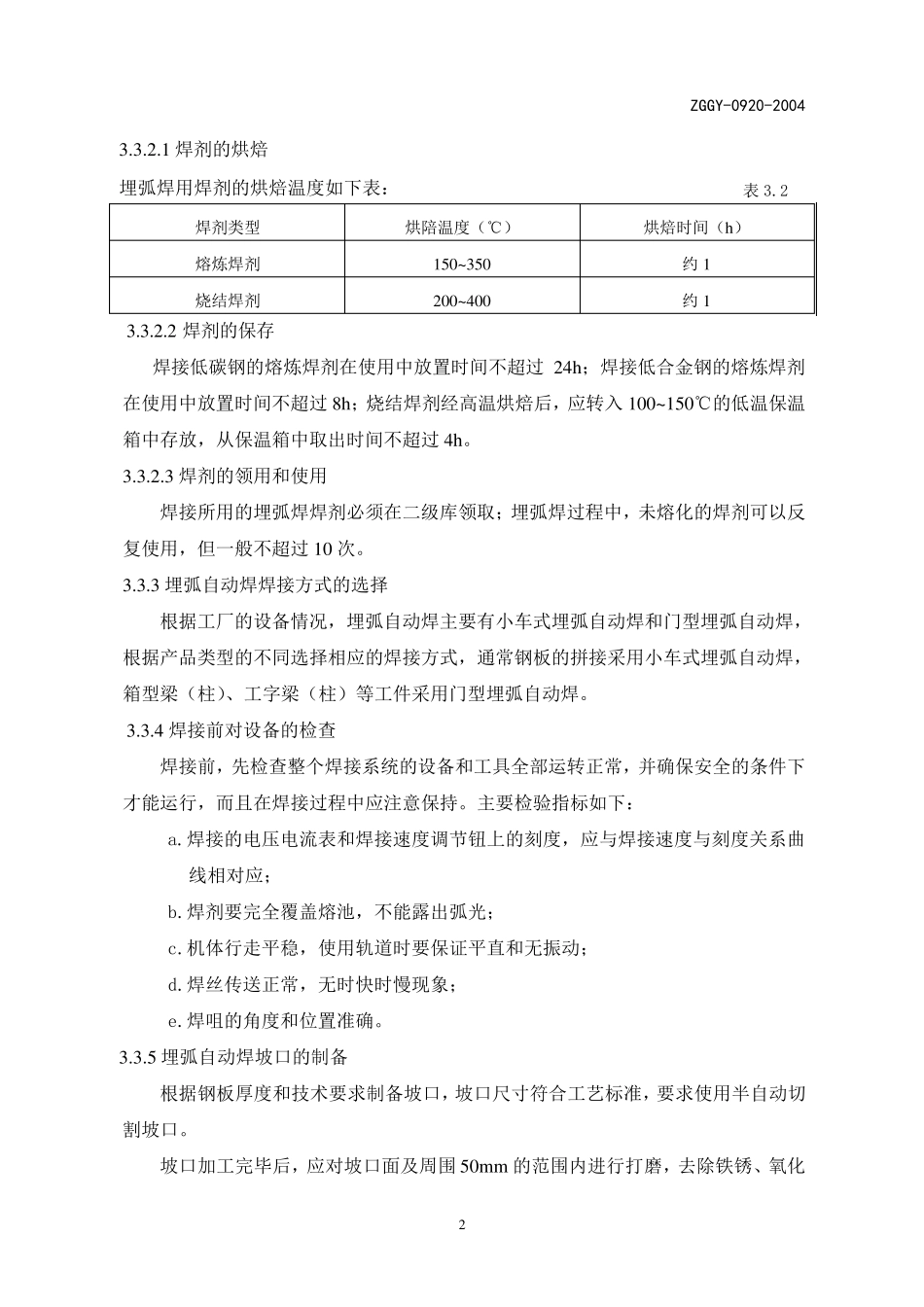
1 焊剂及焊丝的选择 根据目前钢结构的钢材类型,常用埋弧焊丝和焊剂的选择如下表: 表3
1 类别 适用母材 焊丝牌号 焊剂牌号 备注 低碳钢 Q23