埋弧自动焊焊接工艺参数对焊缝成型影响 一、焊接材料及设备 1、Q235Q 钢板 2、H08MnA 焊丝 3、HJ431高锰高硅焊剂 4、埋弧自动焊焊接平台 焊接行走小车 埋弧自动焊送丝机构 5、埋弧自动焊机MZ630 输入电源: 三相 380V/50HZ 额定输入功率:46KVA 最大输入电流:67A 空载电压:79V 电流调节范围:120A/24
8V-630A/44V 额定负载持续率:60% 适用焊丝直径:φ2/2
5/3 送丝速度:20-755cm/min 焊接速度:15-150cm/min 二、焊接原理及过程 埋弧焊是电弧在焊剂层下燃烧进行的焊接方法,这种方法是利用焊丝和焊件之间燃烧的电弧产生热量,熔化焊丝、焊剂和母材而形成焊缝的
焊丝作为填充金属而焊剂则对焊接区域起保护和合金化作用,由于焊接时电弧掩埋在焊剂层下燃烧,电弧不外露,因此称为埋弧焊
埋弧焊的焊接过程与焊条电弧焊的基本一样,热源也是电弧,但把焊丝上的药皮改变成了颗粒状的焊剂
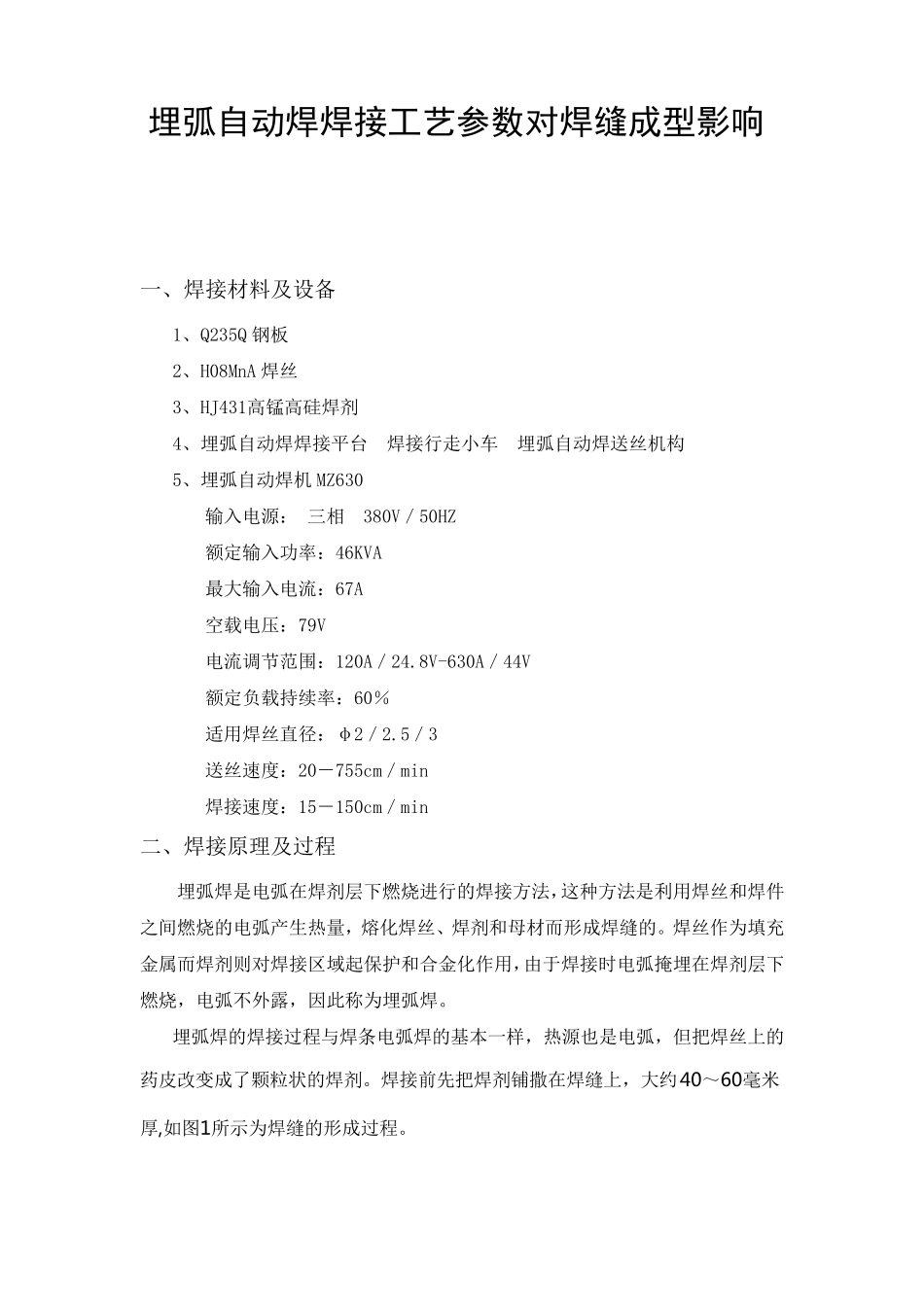
焊接前先把焊剂铺撒在焊缝上,大约40~60毫米厚,如图1所示为焊缝的形成过程
图1 埋弧焊时焊缝的形成 1-焊丝;2-焊件;3-焊剂;4-液态金属;5-液态焊剂;6-焊缝;7-焊渣 焊接时,焊丝与焊件之间的电弧,完全淹埋在40~60毫米厚的焊剂层下燃烧
靠近电弧区的焊剂在电弧热的作用下被熔化,这样,颗粒状焊剂、熔化的焊剂把电弧和熔池金属严密的包围住,使之与外界空气隔绝
焊丝不断地送进到电弧区,并沿着焊接方向移动
电弧也随之移动,继续熔化焊件与焊剂,形成大量液态金属与液态焊剂
待冷却后,便形成了焊缝与焊渣
由于电弧是埋在焊剂下面的,故称埋弧焊(又称焊剂层下电弧焊)
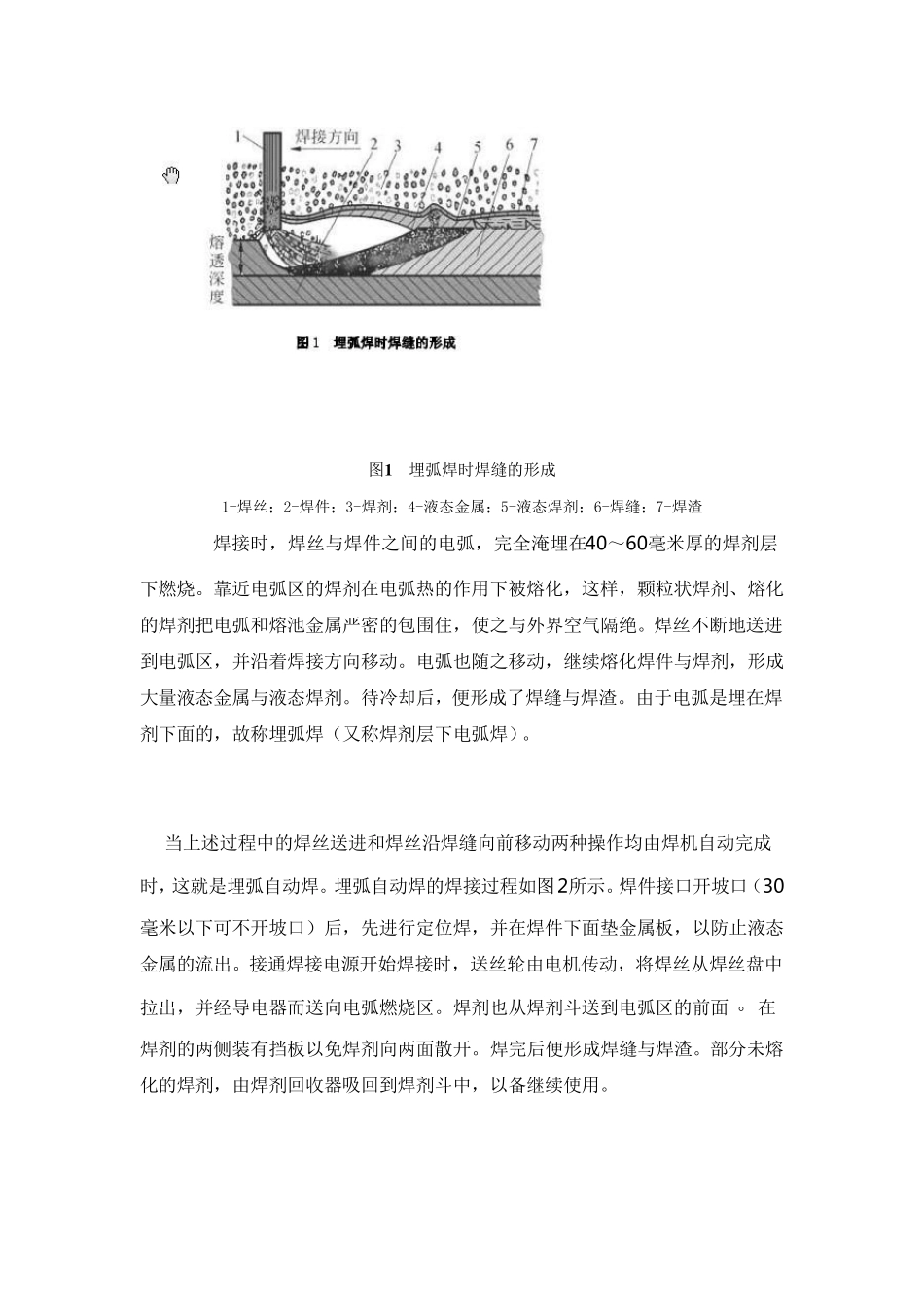
当上述过程中的焊丝送进和焊丝沿焊缝向前移动两种操作均由焊机自动完成时,这就是埋弧自动焊
埋弧自动焊的焊接过程如图2所示
焊件接口开坡口(30毫米以下可不开坡口)后,先进