第 1 页 共 4 0 页 新 型 Assel 轧 管 机 1937年,美国工程师 W
Assel在俄亥俄洲 Wooster市 Wayne Co
钢管厂对伍斯特尔轧机(Wooster Mill)重新进行了改造设计,他将这种改造设计后的斜轧管机以其名字命名为阿塞尔轧管机(ASSEL Mill)
由于这种斜轧管机采用了三个轧辊,因此一般称之三辊轧管机,而欧美各国则习惯于称它为阿塞尔轧管机(ASSEL Mill)
阿塞尔轧管机(ASSEL Mill)的三个轧辊在机架中呈 120度角布置,与长芯棒构成一个相对封闭的环状孔型
轧辊轴线相对于轧制中心线垂直方向和水平方向均倾斜于一定角度,分别叫喂入角和辗轧角
轧辊形状呈锥形,中间段有一个凸起叫做辊肩,轧制时与长芯棒完成集中变形,实现较大的压下量,延伸系数可达2左右
第一部分 主要工艺设备 阿塞尔(ASSEL)轧管机主要包括四部分,即: 一、前台入口端: 它包括毛管移送系统,由一个杠杆式移送臂将毛管送入插芯棒位置; 芯棒移送系统,芯棒通过法兰盘与小车联接,带有预旋转装置的芯棒小车在底座导轨上水平往返移动,芯棒小车的往返水平移动由双链轮传动系统驱动;为保证轧制时芯棒移动速度处于控制状态,由安装在导轨底座上的两个液压缸来限制芯棒小车在轧制过程中的前进速度,芯棒的冷却由配制在小车上的水管接头从小车尾部插入芯棒进行内水冷;在芯棒小车导轨中间的芯棒托辊托住芯棒,确保芯棒平稳插入毛管,在芯棒小车前进和后退过程中四个芯棒托辊依次抬起或依次落下,避免与小车相撞
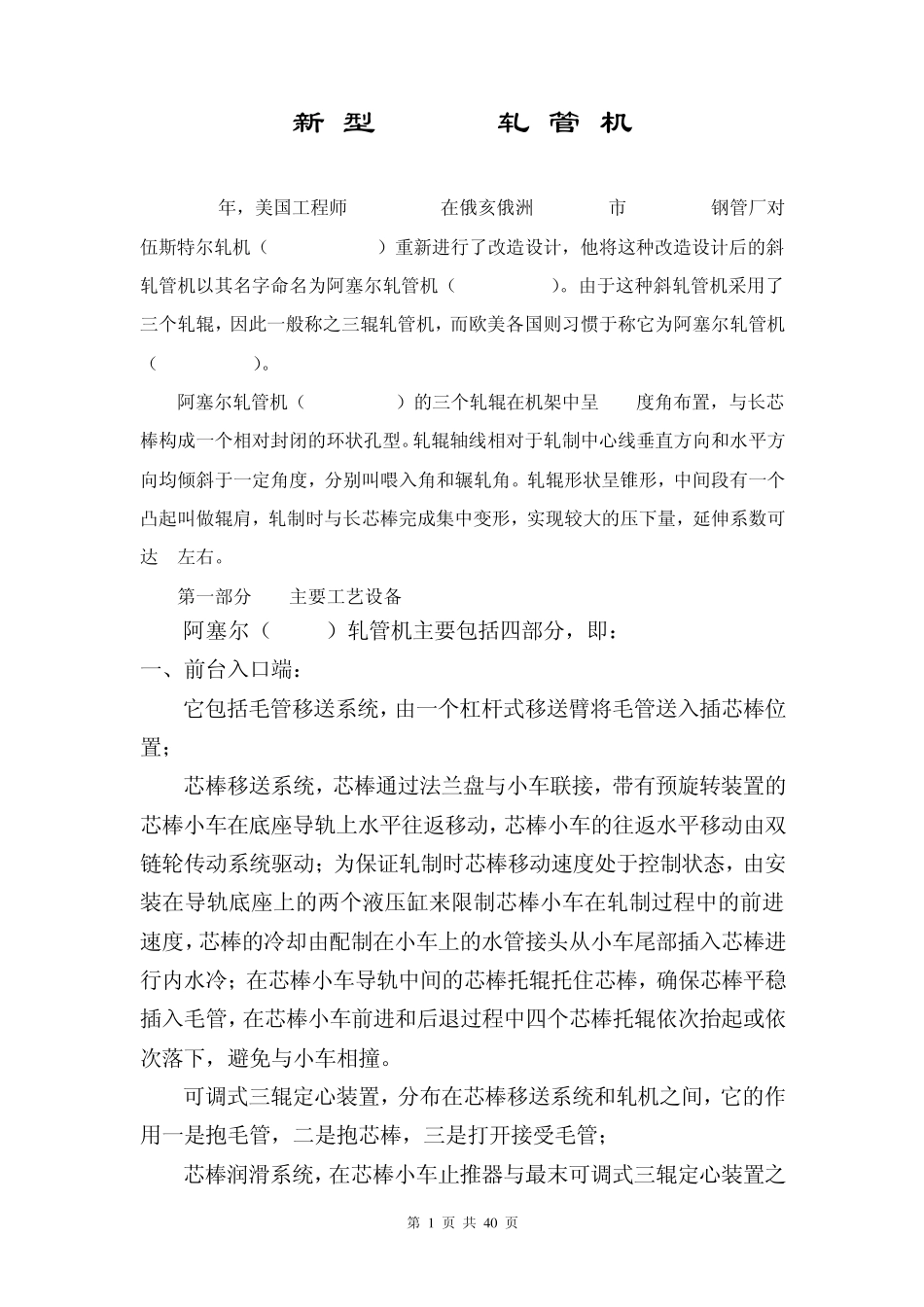
可调式三辊定心装置,分布在芯棒移送系统和轧机之间,它的作用一是抱毛管,二是抱芯棒,三是打开接受毛管; 芯棒润滑系统,在芯棒小车止推器与最末可调式三辊定心装置之第 2 页 共 4 0 页 间,在芯棒插入毛管的过程中对芯棒工作带进行轧制前的润滑; 升降输送辊、轧机前调整辊和夹送辊,确保毛管准